柱塞式挤出机
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第86页(1492字)
热固性塑料的挤出需要用柱塞式挤出机。热固性塑料挤出工艺将在本书第18章作简述。在此,主要叙述用柱塞式挤出机固态挤出方面的知识。
(一)固态挤出
固态挤出(又称固相挤出)是一种逐渐普及的挤出技术,聚合物在低于塑料熔点时被挤出模头。由于聚合物处于固态,所以,产生很有效的分子取向,所以制品的力学强度在取向方面特别高。
固态挤出HDPE的力学性能颇优于熔融挤出的HDPE,其拉伸强度大约与碳素钢相同。在高挤出比(挤出比是料筒面积与口模面积之比)情况下,挤出物基本上无离模膨胀。静液压固态挤出的挤出物表面的摩擦因数比未取向的聚合物低。高于一定的挤出比(大约为10),PE和PP即变为透明。当PE在高挤出比下固态挤出时,在高达120℃下仍保持其模量。沿挤出方向的导热系数比未取向的聚合物高达25倍。固态挤出聚合物的熔点随取向量而提高,HDPE的熔点可改变到140℃。
固态挤出有两种方法:直接固态挤出和静液压固态挤出。
在直接固态挤出成型中,预成型的物料实心圆棒(料锭)直接与柱塞和挤出口模壁接触,见图3-18。

图3-18 直接固态挤出
1-柱塞 2-机筒 3-料锭 4-口模 5-挤出物
在静液压固态挤出中,挤出所需要的压力由柱塞经润滑液(通常为蓖麻油)传递到料锭。润滑液减小摩擦,因而降低挤出压力,见图3-19。当然,料锭形状必须与口模相配合,以防止润滑液泄漏。
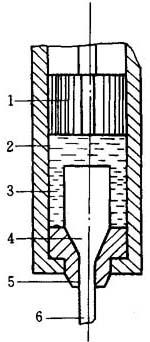
图3-19 静液压固态挤出
1-柱塞 2-机筒 3-油 4-料锭 5-口模 6-挤出物
固态挤出机的主要缺点是间歇式作业,不能使用通用的挤出机,挤出过程需要很高的压力。
(二)简单间歇式和连续式柱塞式挤出机
少数不能用螺杆挤出机挤出的塑料(例如,聚四氟乙烯及其复合物)可用简单的间歇式柱塞式挤出机挤出,见图3-20。挤出机的加料段要保持冷却,向前的区域要加热。当柱塞向前移动时,塑料被加热、软化、压实,通过口模被挤出,并在此处冷却和输送。当柱塞退回时,粉料从加料斗落下,此时柱塞再向前移动,塑料被推入到前面进行加热和软化。很明显,这种间歇式的成型加工,必须实现稳定的条件,并且产品的均一性较差。

图3-20 简单间歇式柱塞式挤出机示意图
1-挤出物 2-口模 3-料筒 4-料斗 5-冷却水 6-加热器
图3-21显示了能很大程度解决这一问题的柱塞式连续挤出成型机。在这种装置中,有两根水平的柱塞交替操作,塑料被强制送到加热室,还有两根垂直的柱塞辅助操作,将塑料挤出而成为制品。
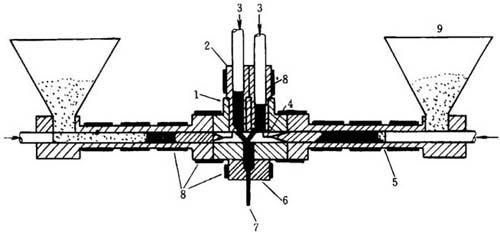
图3-21 柱塞式连续挤出机示意图
1-机头 2-挤出机料筒与柱塞 3-推力 4-梭阀 5-塑化塑料的料筒与柱塞 6-口模压块 7-挤出物 8-电气加热器 9-料斗