温度控制
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第91页(3001字)
挤出工艺对挤出机的温度控制有一定的要求,所以,了解各种温度控制系统的基本特性十分重要。大多数挤出过程和制品质量在相当大程度上决定于控制系统为闭环系统(也称“反馈系统”)的精度。测量要控制的变量,并将此信号送入控制装置。由控制装置将信号送至启动器,该启动器调节该过程,使控制变量尽可能接近期望值,即设定点。反馈系统普遍应用于挤出机。
在挤出成型的温度控制中,所能控制的是挤出机料筒、模头及连接器的温度。这些温度决定了挤出机内热传递的环境,也是熔融温度的决定性因素。料筒和模头温度是利用高温控制器进行控制的,该控制器能自动测量挤出机的温度。把它联接到挤出机热输入装置给机器加热,或排出挤出机内的热量。热电偶是其中应用最广泛的品种,把它接到一灵敏电流计—继电器装置或接到一个自动平衡电压桥装置。如果所测温度低于设定温度,其中一继电器装置就会动作并给挤出机供热,如果所测温度太高,另一个继电器装置就会打开冷却系统。
(一)加热、冷却方式
普通加热系统是一个电热器。冷却通常是利用水冷或风冷实现的。要求的热量将使用精确的热提供装置,该装置有几种不同的方法。最简单的热提供装置是一个继电器和热电偶等元件组成的测量到理想温度的装置。继电器开-关以控制热装置。冷却装置的动作与此相似。当温度超过设定值,冷却装置启动,直到达到设定值才关闭。
(二)通-断控制
在温度的通断控制中,当所测温度低于设定点时,电源接通;而当所测温度高于设定点时,电源断开。这种状态见图4-5。

图4-5 通-断温度控制
通-断控制广泛应用于工业中以控制温度与其它变量。通-断控制应用于挤出机的加热和冷却的问题之一是热滞后严重。这种滞后可达几分钟(对于螺杆直径为90mm挤出机约为5min);挤出机螺杆直径越大,热滞后时间越长。通-断控制的另一个问题可能是过程故障和电噪声干扰的影响。
(三)比例控制
通-断控制的缺点之一是:只有两种功率输入水平,即全通和全断。在所有实际情况下,保持一定温度所需的功率大约为0~100%之间,所以,通-断应用总是导致实际温度的波动。为避免此问题,需要一种能将功率输入水平调节到保持温度在设定点所需的精确水平的控制系统,因此,比例控制就为此应运而生。
1.比例控制
一种提高温度控制精度的方法是改变加热或冷却的方式。在需要加热时,把加热强度调节成与测量温度和设定温度之差值成一定比例,而不是像过去把热量全部打开。这种控制类型称为比例控制。若测定值远高于设定值,则加热(或冷却)运行升高。若测定温度接近于设定值,加热或冷却打开得很小。随着测量温度逐渐接近于设定温度,输入热的比率逐渐降低,当温度接近于死区时关闭。产生这种情况的温度区称为比例区。以这种方式控制的料筒时间-温度图如图4-6所示。
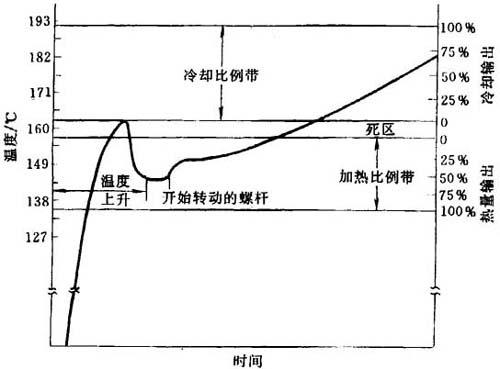
图4-6 带有简单比例控制模式的挤出机料筒典型温度变化曲线
2.几种比例控制方式
比例控制有四种类型:惟一比例控制、比例+积分控制、比例+积分+微分控制和双重传感器温度控制。现介绍时间-比例控制和SCR(硅控制整流器(Silicon Controlled Rectifiers)控制系统。
一种是利用时间-比例控制。在这个机构中,控制器每分钟打开和关断加热键数次。开关次数的相对间隔时间是由一种仪器根据测量值之间的偏差来调节的。偏差大,开通时间长而关断时间相对短,当偏差小时,开通时间就短而关断时间长。另一种方案是用SCR控制系统,把交流电转化为可控制的直流电,该直流电压的大小由SCR系统决定的。在高温计控制的情况,该电压是因测定温度和设定值之间的偏差而产生的。若偏差大,SCR就调到接近于满载。若偏差小,SCR就会减小输出功率,甚至无功率输出。
如图4-6所示,温度波动有可能高于设定的值。这是由于加热或者冷却强度过高或过低。在大多数情况下,实际使用的加热器其要比要求的大得多,这样可保持温度恒定。启动时,要求预热器的最大输出量趋于同等温度时实际加热量。这个功能是手动的或是自动的,若温度有继续越过设定点或下落低于设定点的趋向,它就会运行,以这种模式操作的装置称之为时间-温度效应,如图4-7所示。
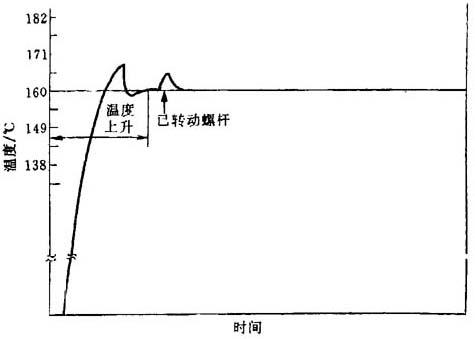
图4-7 用具有复位特性的比例温度控制挤出机的料筒时间-温度曲线
3.温度波动及其影响
综上所述,挤出机料筒内会产生大量热量,使温度控制复杂化,因控制不好产生温度波动。料筒内储存的大量热使外界加热对温度变化的影响减弱。当采用时间-比例温度控制时,为了增强这个影响,应用短周期是很恰当的。如图4-8的图解说明所示。改变控制器上一周期的时间:1min缩小为0.25min,以降低挤出温度波动,这是影响温度波动的因素之一。温度波动的另一个因素是温度测量计的位置。它是由料筒外围的尺寸引起的,对于料筒内的实际温度最好的测量方法是在物料附近,探测电极应放得深一点。为了更好地响应热流的影响,测量计应该位于机筒外壁附近。通常这两个要求是通过把探测电极插入机筒内一半深以上而实现的。要保持标准温度,作为一个稳定因素,这依赖于机筒的热惯性,并使机筒内壁有一读出的温度。
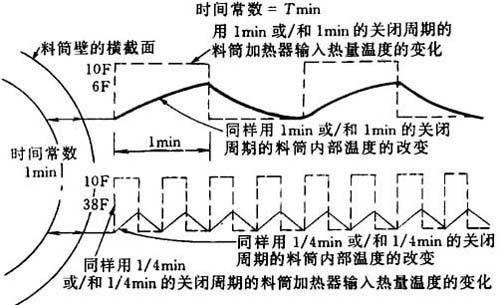
图4-8 用简单开关控制料筒温度波动时控制周期时间效应
4.双重传感器温度控制
少数市售温度控制系统是以来自两个温度传感器的双重输入为基础。一温度传感器置于深孔,并测量接近聚合物的温度;另一温度传感器置于浅孔,并测量接近于加热器/冷却器的温度。双重传感器温度控制能结合惟深孔控制和惟浅孔控制的优点,但不能完全消除这类控制的缺点。
惟深孔控制是充分确认而且可靠,其主要缺点对外部条件(如环境温度变化,加热器线路电压变化,冷却水温度变化等等)变化的响应慢,但对内部条件(如螺杆速度、粘度的变化、聚合物的改变、聚合物中温度的变化)变化的响应十分迅速。惟浅孔控制则与此相反。
采用双重传感器信号的计算机控制系统也是可行的。一浅一深比单传感器提供更精确的控制。