二步法挤拉吹
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第308页(968字)
此法采用挤出成型的管材为型坯,故又称为“冷管拉伸吹塑”。
图15-33表示了美国Beloit公司开发的冷管拉伸吹塑过程。将挤出成型的管材切成一定长度,储存。拉伸吹塑时,夹持管坯,放在烘箱中加热,见图15-33(a);接着成型颈部螺纹,见图15-33(b);之后,封闭管坯端部,成型容器的底部,见图15-33(c);然后,管坯连同芯杆转到拉伸/吹塑模具中,此时,芯杆起拉伸的作用,轴向拉伸管坯,见图15-33(d);再次,注入压缩空气,以径向吹胀管坯,见图15-33(e);最后,冷却定型,见图15-33(f)。
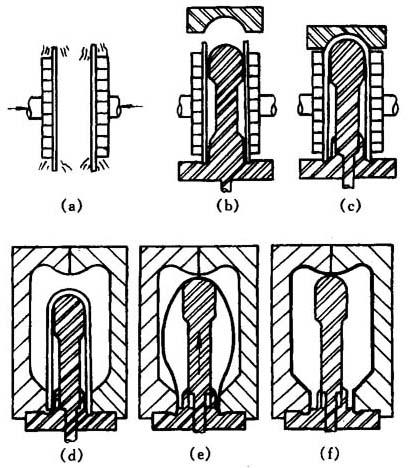
图15-33 Beloit冷管拉伸吹塑过程
(a)加热管坯 (b)成型颈部 (c)封接底部 (d)拉伸 (e)吹塑 (f)冷却
在Corpoplast拉伸吹塑(由法国Krupp Corpoplast公司开发)过程中,先加热管坯的一端,见图15-34(a);使此端封闭,见图15-34(b);接着加热另一端,见图15-34(c);用压塑法成型瓶颈部,见图15-34(d);然后加热整段管坯,拉伸吹塑成瓶,此法可用于由PVC拉伸吹塑啤酒瓶。

图15-34 Corpoplast拉伸吹塑过程中型坯的预处理
图15-35所示的Orbet拉伸吹塑(由Phillips66公司开发)过程中,先把管坯套在转动杆上,见图15-35(a);接着送入电加热烘箱中,见图15-35(b);然后,用夹具夹住被加热管的一端,使其封闭,并将另一端置于进气杆上,见图15-35(c);再接着,模颈圈闭合,进气杆向上伸出,以压塑成型颈部螺纹,见图15-35(d);其后,夹具向上移动,以轴向拉伸整个管坯(包括颈部),见图15-35(e);吹塑模具闭合,切去瓶底部尾料,如图15-35(f);注入压缩空气,吹胀型坯,尾料由夹具带走,见图15-35(g)。此法特别适用于PP。
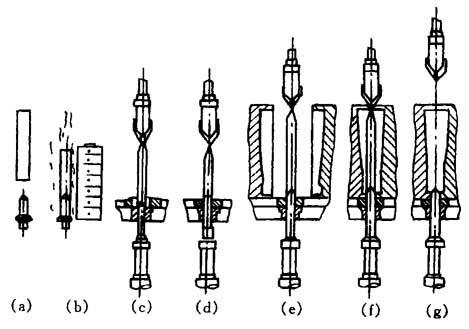
图15-35 Orbet拉伸吹塑过程