PVC塑料挤出发泡
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第335页(1483字)
(一)挤出低发泡RPVC型材
1.配方
挤出低发泡RPVC型材配方见表16-9。
表16-9 挤出低发泡RPVC型材配方 单位:份
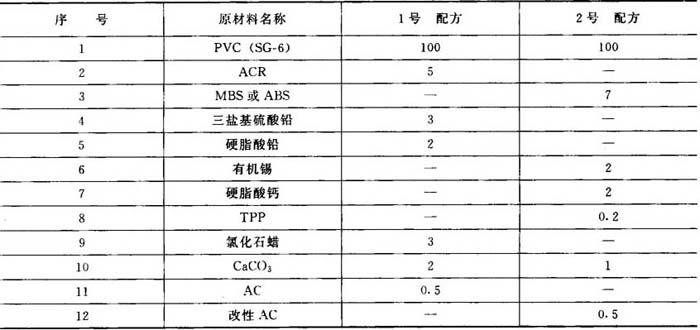
注:1号配方用于家具镶边材料;2号配方用于建筑材料。
2.工艺条件
熔体温度为160~190℃;熔体压力为71.8kPa;制品密度为0.8~0.9g/cm3。
采用模套定型,定型装置设在离模唇出口约25~300mm处,然后用冷却水槽或真空冷却水槽冷却定型,水槽长度约3~8m,水温是室温或为5~10℃的低温,异型材在水槽中冷却1min左右。挤出工艺条件如下:

3.工艺流程
树脂、发泡剂、助剂、颜色→本体混合→挤出发泡→成品→牵引、切割→冷却定型
4.PVC低发泡型材的物理力学性能
PVC低发泡型材的物理力学性能见表16-10。
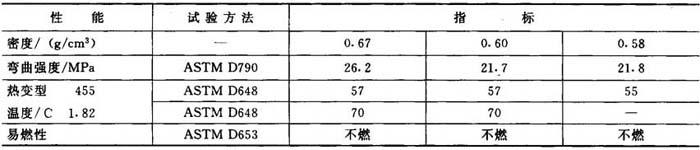
表16-10 PVC低发泡型材的物理力学性能
(二)挤出低发泡RPVC管材
1.挤出法低发泡管材的配方与工艺
挤出法低发泡管材的配方与工艺见表16-11。
表16-11 挤出法低发泡管材的配方与工艺
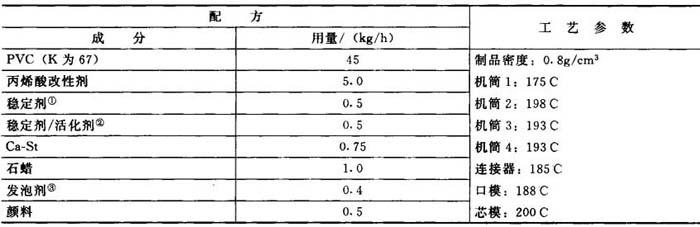
①普通稳定剂;
②铅基、锌基、有机锡的热稳定剂也可作AC的活化剂;
③AC仅仅或是一个包含成核体系的活化混合物。
2.低发泡RPVC管材的性能
低发泡RPVC管材的性能见表16-12。
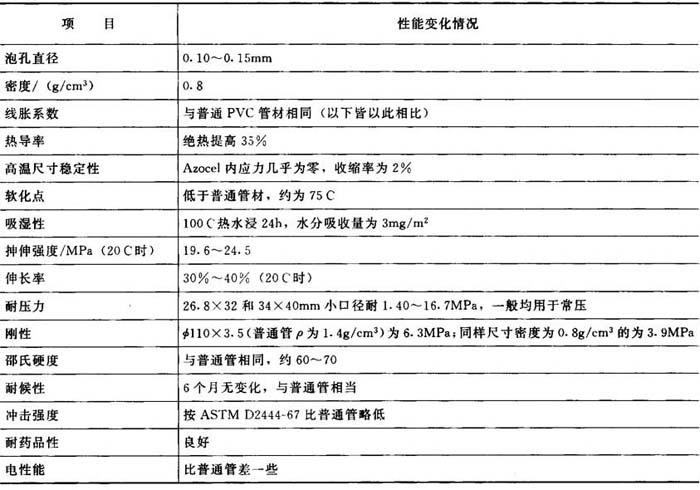
表16-12 低发泡RPVC管材的性能
3.挤出法RPVC低发泡管材的优越性
①总投资与普通PVC管材挤出相近。
②在外径、壁厚相同的条件下,每米管的挤量约为普通管材的57%,所以按长度计算,其产量可提高75%。
③对于相同壁厚的Azocel管,其导热率可低35%(与普通管材相比)。
④如用于埋设管时,按刚度情况,其壁厚增加25%,即可与普通管相同,这时如按单位长度计算,其产量仍能增加40%。
⑤由于添加剂的增加,原料费(单位质量的成本)增加10%~20%。