旋转脱模
出处:按学科分类—工业技术 中国轻工业出版社《实用注塑模设计手册》第144页(1128字)
4.5.3.1 手动旋转脱模
如图4-93所示。开模后通过手轮转动轴1,驱使螺纹型芯7旋转,塑件轴向退出,由于弹簧4的作用,活动型芯6与塑件同步运动并将塑件推离螺纹型芯7。

图4-93 手动旋转脱螺纹
1—轴 2—齿轮 3—齿轮 4—弹簧 5—花键轴 6—活动型芯 7—螺纹型芯
4.5.3.2 开模力脱螺纹
如图4-94所示。开模时,齿条1带动齿轮2,通过轴3及齿轮4、5、6、7的传动,使螺纹型芯按旋出方向旋转,拉料杆随之转动,从而使制品与浇口同时脱出。

图4-94 齿轮齿条脱螺纹机构
1—齿条 2—齿轮 3—轴 4、5、6、 7—齿轮 8—螺纹型芯 9—拉料杆
图4-95为螺旋杆、齿轮脱螺纹机构。开模时,在二次分型机构(图中未绘出)的控制下,首先脱掉浇口。当推板7与凹模8分型时,螺旋杆1与螺旋套2作相对直线运动,因螺旋杆1的一端由定位键固定,因此迫使螺旋套2转动,从而带动齿轮3及螺纹型芯4转动,同时弹簧5推动推管6及推板7,使其始终顶牢制品,防止制品随螺纹型芯转动,从而顺利脱模。
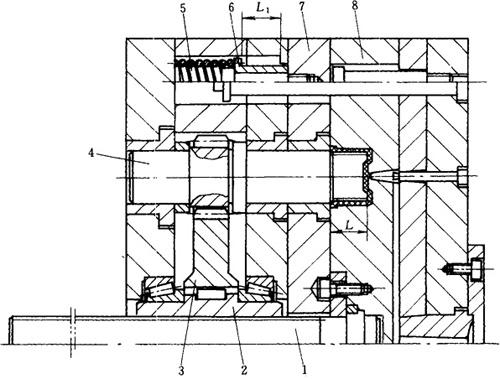
图4-95 螺旋杆、齿轮脱螺纹机构
1—螺旋杆 2—螺旋套 3—齿轮 4—螺纹型芯 5—弹簧 6—推管 7—推板 8—凹模
图4-96为斜导柱、螺旋杆脱螺纹。开模时,斜导柱1抽动螺旋杆2,由于滚珠3的作用使齿轮5转动,通过齿轮4使带有齿轮的螺纹型芯6按旋出方向旋转,而从制品中脱出。螺旋杆2带有大导程螺旋槽,其螺旋方向由成型螺纹的螺旋方向及传动级数而定。

图4-96 斜导柱、螺旋杆脱螺纹机构
1—斜导柱 2—螺旋杆 3—滚珠 4—齿轮 5—齿轮 6—螺纹型芯
4.5.3.3 顶出力脱螺纹
如图4-97所示。开模后由顶出力推动螺旋杆2转动,迫使内齿轮3旋转,从而带动螺纹型环6转动,塑件靠其内筋止转并轴向退出。

图4-97 顶出力脱螺纹机构
1—推杆 2—螺旋杆 3—内齿轮 4—滚珠 5—型芯 6—螺纹型环 7—止动键