配方及工艺条件
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第281页(3975字)
(一)配方
聚氯乙烯吹塑薄膜的配方应根据不同使用要求,结合吹塑工艺条件来考虑。
1.农用薄膜的性能
①耐光老化性能 农用薄膜是长期在户外使用的农作物保温材料,应考虑紫外线对聚氯乙烯塑料的光氧降解问题,故应适当添加紫外线吸收剂和抗氧剂。
②耐低温性能 农用薄膜是在低温季节中使用的,所以应考虑薄膜的低温柔软性,宜适当使用耐寒增塑剂。
③耐水抽出性 农用薄膜长期与潮湿土壤接触和经受雨水的冲淋,故不宜用或尽量少用水抽出性大的助剂。
④防露滴性能 农用薄膜表面如有聚露滴就会影响秧苗的生长,故可适量添加表面活性剂,如硬酯酸、单甘油酯、硬脂酸木糖醇酯等。
⑤透光性 农用薄膜通常要求具有良好的透光性,故一般不采用铅盐作稳定剂,以免影响薄膜的透光度。再则肥料中分解出的硫化氢对铅盐还有硫化污染作用。
⑥有色薄膜 根据各种植物光合作用所需要的光谱,应加入适当的染料。
⑦防止农作物的有害影响及环境污染 农用薄膜中应禁止使用抑制植物生长和被植物吸收后转嫁给人体,危害健康,并污染环境的助剂。
2.包装薄膜的性能
①如果是接触食品用的包装薄膜,应禁止使用有毒助剂,并严格控制树脂中聚氯乙烯单体含量。
②为了提高包装薄膜的滑爽性,除配方中加润滑剂外,可适当添加填料(如滑石粉等)和减少增塑剂的用量,以降低薄膜表面之间的粘连力。
③为防止助剂在薄膜表面析出而污染被包装的物品及影响印刷质量,宜使用与树脂相容性好的助剂,并控制用量。
④为考虑低温柔软性,宜适当使用耐寒增塑剂。
3.贴纸薄膜的性能
①要求有良好的透明性,故应使用热稳定性与透明性好的稳定剂。
②为了减少薄膜中的“鱼眼”,应选用疏松型结构和分子量分布范围窄的树脂。
以上仅根据不同用途介绍了在配方设计上应予注意的问题,当然还应考虑工艺条件的适应性、成本及原材料供应等具体情况。有关助剂的选用,见第二章所述。从适应吹塑工艺条件来说:聚氯乙烯树脂以XJ3型较适宜,增塑剂用量不宜超过45份,否则会影响泡管形状的控制,现将适用于南方的农用膜,一般民用膜及透明贴纸膜的配方举例如表4-4-8。
表4-4-8 配方举例
(二)工艺条件
1.吹胀比
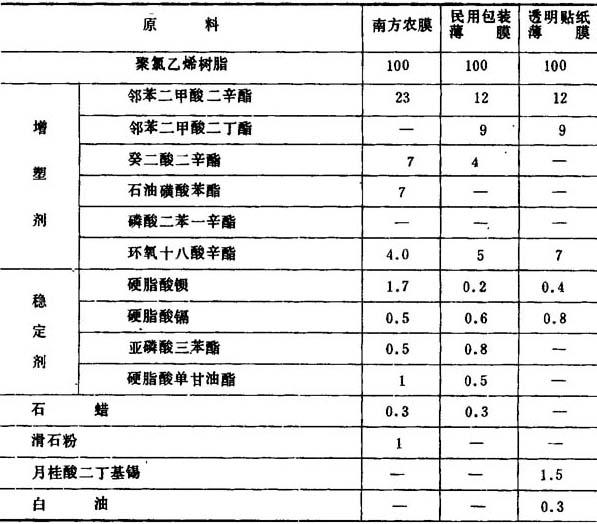
模口直径与吹胀后管膜直径的比值为吹胀比。聚氯乙烯薄膜的吹胀比一般为1.5~3。在管膜直径较小的水平式吹塑中,吹胀比可较大。吹胀比不能小于1,否则会影响薄膜的强度、透明度和柔软性能。在同一纵向牵引速度下增加吹胀比,可提高薄膜的横向强度而降低薄膜的纵向强度,如图4-4-12所示,但必须使两向强度趋向平衡,以利于提高薄膜的冲击强度。吹胀比不能过大,如果过大,则必须相应提高牵引速度,但是这时如果冷却条件不充分或夹板的夹角不适当,薄膜就很容易出现“荷叶边”。要取得纵横两向强度接近的吹塑膜,应注意吹塑膜内树脂的分子取向,这不仅与纵横向牵伸比有关,而且与膜口至冷却线之间管状熔体的粘度变化和纵向的拉伸顺序有关,图4-4-13绘出管膜吹胀时初离口模的形状,从这种形状,能推定薄膜纵横两向拉伸顺序,其中(a)表明薄膜两向几乎是同时进行拉伸的;(b)是先横后纵的拉伸;(c)是先纵后横的拉伸。管膜温度,离模越远的越低;拉伸应力在高温比低温更易松弛;(b)情况的分子趋向纵向取向,而(c)则趋向横向取向。一般吹胀时管膜扩张角为40~65,取45°更为适宜。
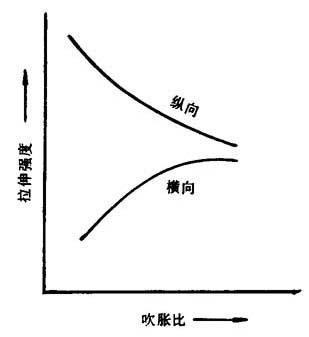
图4-4-12 纵横向吹胀比关系
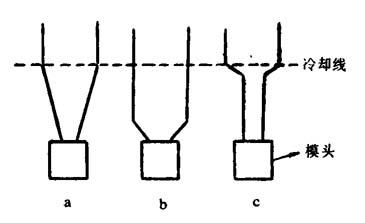
图4-4-13 管膜吹胀的形状
2.牵引速度
在熔体挤出量一定的条件下,如牵引速度过快,则薄膜的纵向强度显着提高,如前所述,这会造成纵横两向强度的差别增大,见图4-4-14。当然最好是使牵引比(牵引速度与挤出线速度的比值)与吹胀比控制在相等或接近的条件下操作,但在实际操作中牵引比总是大于吹胀比,一般牵引比为4~6,牵引线速度为1.5~15m/min。
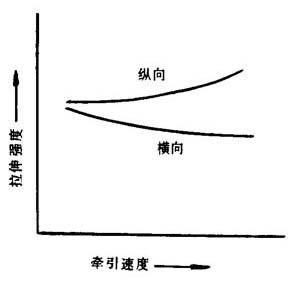
图4-4-14 牵引速度与纵横向强度
3.冷却风环的位置
冷却风环的高低,即风环出风口与模口的距离,同风量一样也是影响冷却高度的重要因素之一。其距离大小,随管膜直径大小而异,一般为30~200mm,小直径取大值,大直径取小值。在不影响管膜冷却前提下,为提高生产线速度也可在机头与夹板之间,增加一个冷却风环。
4.冷却线高度
提高冷却线的高度(冷却线与口模的距离)有利于薄膜纵横向强度的平衡,但不利于管膜冷却和泡形稳定,故冷却线高度一般为150~400mm。
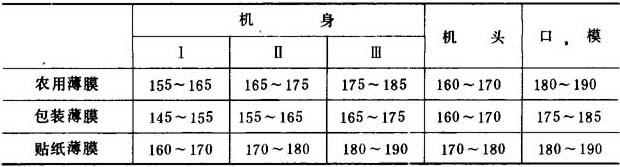
5.温度控制
温度控制与挤出成型机规格、螺杆转速及配方有关,表4-4-9所列数据仅供参考。
表4-4-9 温度控制参考表
6.口模直径与薄膜折径
口模直径与薄膜折径的关系,可用下式表示:
式中 D——口模直径(mm)
W——薄膜折径(mm)
BuR——吹胀比
所以

由图4-4-15可以查出口模直径,薄膜折径与吹胀比的关系。例如用直径为100mm的生产折径为480mm的薄膜,其吹胀比可从图中折径480mm处,垂直向上与口模直径为100mm的线相交,由交点到吹胀比平行线,查得吹胀比为2.8。
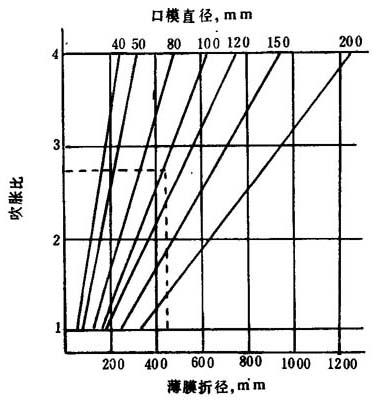
图4-4-15 口模直径、薄膜折径、吹胀比之间关系
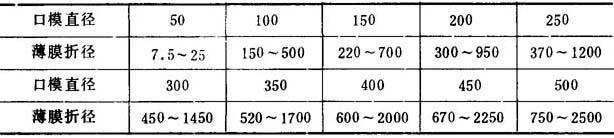
在吹胀比为1~3时,口模直径与可能生产的薄膜折径可参考表4-4-10。
表4-4-10 口模直径与可能生产的薄膜折径(mm)
如果在工艺条件上能控制管膜的纵横向拉伸比基本上相同,即可由口模缝隙和薄膜厚度来计算所需吹胀比:
7.成卷薄膜的重量
一卷薄膜的重量或已知重量的径向卷层厚度,可由下列公式近似地确定:
膜卷净重的确定
特定重量卷层厚度的确定
式中 Wv——成卷薄膜的净重(kg)
D1——膜卷外径(cm)
D2——卷心的直径(cm)
R——卷层厚度(cm)
W——薄膜单位面积的重量(kg/m2)
8.吹塑薄膜的产率
薄膜的产率可由下式来计算:
式中 Q——产率(kg/h)
C——常数=D
p——薄膜密度(kg/cm3)
ω——管状膜的周长(cm)
t——薄膜厚度(cm)
v——挤出线速度(cm/min)