焊条
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第328页(1941字)
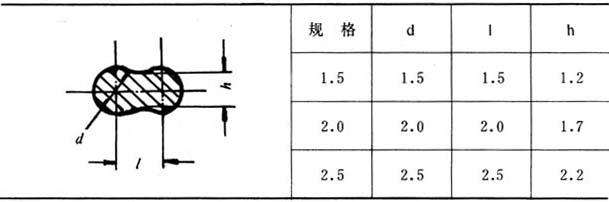
焊条是一种棒状硬质聚氯乙烯型材,用于焊接硬聚氯乙烯设备和管道连接。焊条有单、双焊条之分,单焊条的横截面呈圆形,直径大小分为2、2.5、3.0、3.5、4.0mm等规格。双焊条的横截面近似于两根单焊条的并联,其截面形状及规格如表4-7-1所示。
表4-7-1 双焊条的横截面和规格(mm)
用双焊条的焊接速度比单焊条高60~70%,不仅缩短了设备加工周期,焊接强度也较高,颇受聚氯乙烯二次加工者欢迎。
焊条的生产工艺和管材或异型材有不少是相同的,故不再赘述。焊条的生产工艺流程见图4-7-1。
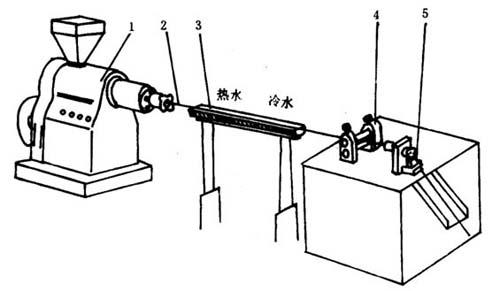
图4-7-1 焊条生产工艺流程示意图
1-挤出成型机 2-焊条 3-冷却槽 4-牵引辊 5-切刀
(一)设备
1.挤出成型机
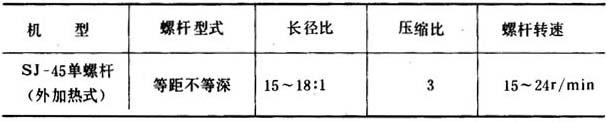
由于焊条直径较小,硬聚氯乙烯的流动性较差,如选用大设备进行一机多条生产时,常会因为各条料流阻力不同,形成料速不一,从而在同一牵引速度下,出现焊条直径的差异。所以常用小设备进行单根焊条生产。如生产20mm双焊条产量为20kg/h,挤出成型机的规格如表4-7-2所示。
表4-7-2 挤出成型机规格
2.机头与口模结构
机头设计的原理与硬棒机头相同,只是焊条直径较小,一般不大于4mm,因此机头阻力较大,因为棒形(即圆形)流道的流动阻力系与流道直径的四次方成反比,所以口模成型部分的长度l就不能太长,一般取为流道直径的5~7倍(挤出较粗的棒材时,l一般为直径的10倍左右)。机头与口模的结构如图4-7-2、图4-7-3、图4-7-4所示。

图4-7-2 生产焊条的机头结构
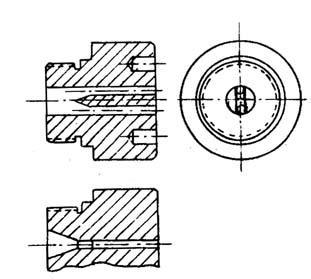
图4-7-3 单焊条的口模结构
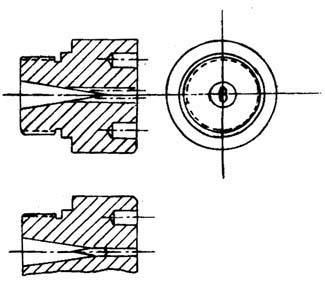
图4-7-4 双焊条的口模结构
3.切割装置
焊条从机头口模中出来后先进入温水槽,然后再经冷却槽冷却。冷却后的焊条再经牵引切割设备切成等长度的条料。切割方法甚多,现只介绍较为简单的一种,其结构如图4-7-5所示。
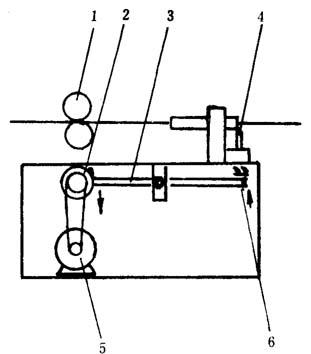
图4-7-5 焊条切割装置
1-牵引辊 2-凸轮 3-连杆 4-切割刀 5-电动机 6-刀架
由图4-7-5可见,焊条的长度是利用转盘上的凸块来控制的,即转盘每转动一周,凸缘触动杠杆向下动作一下,切刀即向上切割一次。不论焊条线速度的快慢,只要牵引辊等角速地转动一次,焊条就被切断一次。所示可以达到等长切断要求。
(二)配方及工艺条件
1.配方
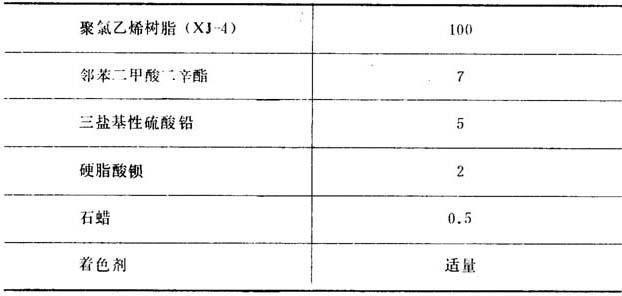
焊条用料的配方与硬管、硬板基本相同,所需考虑的是,焊条在管、板焊接过程中应先熔化,因此必须加入适量的增塑剂,以降低它的熔化温度。配方举例见表4-7-3。
表4-7-3 配方举列
2.工艺条件
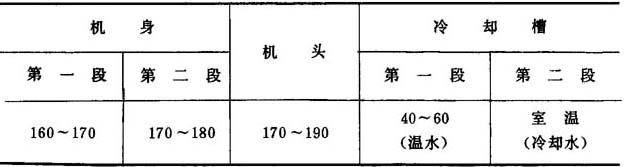
(1)温度
表4-7-4 温度控制
2.机头压力
SJ-45挤出成型机在螺杆后部有油压系统,生产焊条时螺杆轴向反压力以不超过11.0MPa为宜,轴向反压力过高时容易造成止推轴承受伤。
机头必须加过滤网,使出料均匀。一般加一层40目铁丝网即可,详见本章第一节。
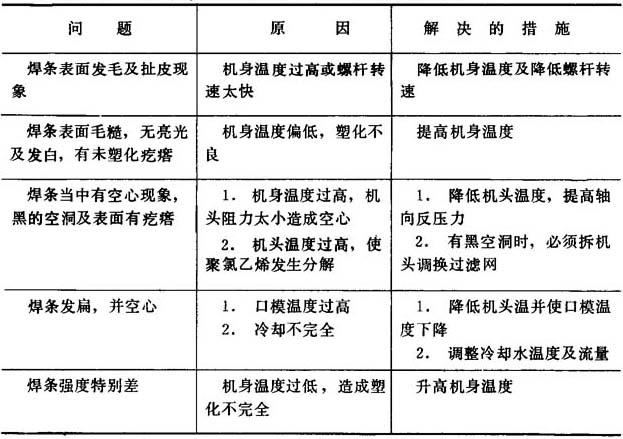
(三)操作中出现的问题、原因和解决的措施
表4-7-5 操作中出现的问题、原因和解决的措施