螺纹加工
书籍:聚氯乙烯加工手册
出处:按学科分类—工业技术 中国轻工业出版社《聚氯乙烯加工手册》第582页(908字)
螺纹加工,有内螺纹加工和外螺纹加工。
(一)内螺纹加工
小直径使用丝锥,大直径需用车床。下面介绍使用丝锥加工。
底孔直径和丝锥外径的关系是:
D1=D-2εh1
式中 D1——底孔直径
D——丝锥外径
h1——螺牙深度
ε——螺牙深度百分比
ε值通常取50~75%,D值较小时取大值,具体数据参照国家标准GB965-67,GB966-67。
硬聚氯乙烯应选用粗牙,不用细牙。每套丝锥一般有三只,即头锥、二锥和三锥。攻穿孔时,只用头锥。攻盲孔时,先用头锥,次用二锥,有时只用头锥。攻浅孔时,有时用到三锥,但一般不用三锥。
攻丝操作时,要经常将丝锥倒回,以清除切屑,避免破坏螺纹。
(二)外螺纹加工
小直径使用板牙,大直径需用车床或铣床。
在车削螺牙时,因硬聚氯乙烯的塑性大,可在规定尺寸外的一定范围内作少量放大,而后,再经一次或几次缩小尺寸,直到符合要求,这样,可提高其光滑和准确程度。
用圆板牙手工操作时,应先将圆柱体的前端作成45°倾角,倾角所及的长度,应达到一个牙深。板牙规格,可参见GB970-67。
和内螺纹一样,也应选用粗牙,不用细牙,而且,螺纹的尖锐面必须磨钝(图9-1-17)。
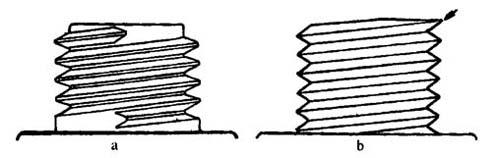
图9-1-17 外螺纹
a-正确 b-不正确
上一篇:热成型
下一篇:聚氯乙烯加工手册目录