设备
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第300页(3725字)
5.6.2.1 设备组成
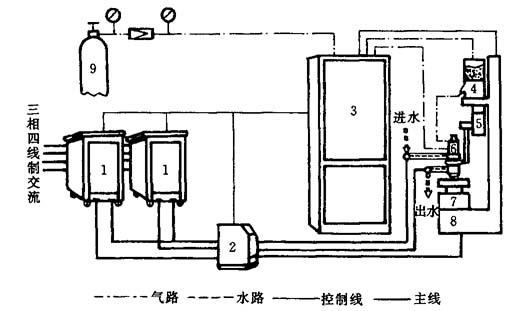
图5-40 等离子喷焊设备组成示意图
1—整流电源;2—高频振荡器;3—控制柜;4—送粉器;5—摆动器;6—喷枪;7—旋转工作台;8—喷焊机床;9—气瓶
设备组成如图5-40所示,由整流电源、高频振荡器、控制柜、喷焊机床、送粉器、摆动机构、喷枪、供水装置等部分组成.
5.6.2.2 整流电源
喷焊用的整流电源在技术性能要求上与常用的弧焊整流电源基本相同,采用的电源类型有:磁放大器硅整流电源、可控硅整流电源、可控硅逆变电源,电源规格及基本参数列于表5-14.
表5-14 电源规格及基本参数

注:空载电压:≤90V;负载持续率:100%;工作周期:连续.
5.6.2.3 喷焊主电路及高频振荡器
喷焊主电路指通过电弧电流的电回路,喷焊设备有采用单电源和双电源之分,因而主电路有区别,采用单电源,非转移弧和转移弧共一台电源,主电路的基本形式如图5-41所示,该电路是通过两只接触器分别控制非转移弧回路和转移弧回路的通断,非转移弧引燃后,利用在水冷电阻上的压降而取得喷枪电极和工件之间的空载电压,以便引燃转移唬因此水冷电阻值的选定很重要,采用单电源可以省掉一个电源,使设备简化,但非转移弧电流不能调节,采用双电源,非转移弧和转移弧分别由单独的电源供电,非转移弧和转移弧都是独立的回路,因此电流可以分别单独调节,互不干扰,对于双电源主电路,对喷枪的供电可在电源直接输出侧加接触器控制,这种方式控制方便,引弧容易,但接触器容量要大;也可在电源接电网的交流侧加接触器控制,这样可减少接触器容量,在断弧期间避免电源空载损耗.
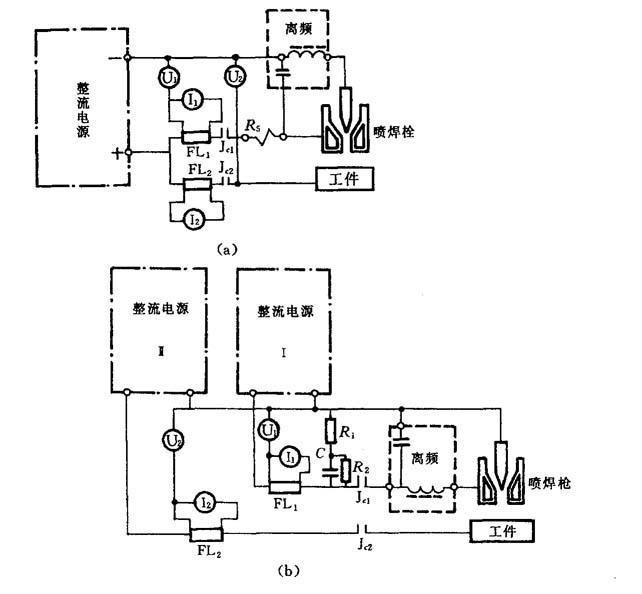
图5-41 电源主电路原理图
(a)单电源;(b)双电源.
U1、U2—直流电压表;I1、I2—直流电流表;FL1、FL2—分流器;R1、R2—电阻;R6—水冷电阻;Jc1、Jc2—交流接触器触点;C—电容器喷枪的电极尖端与喷嘴之间的间隙一般有3~5mm,利用高频振荡器产生高频放电火花造成两极间的瞬间短路引燃电弧.
火花隙高频振荡器的典型电路如图5-42所示,它由高漏抗变压器B1、电感线圈L1、高压电容C1、火花放电器P及耦合变压器B2等部分组成.
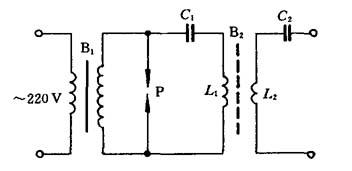
图5-42 火花隙高频振荡器原理图
当变压器B1的电源接通后,在副边产生2500~3500V的高压,通过L1对C1充电,当C1上电压上升到一定数值时,火花放电间隙P的空气隙被电压击穿,产生电火花,呈短路状态,因而C1上储存的电荷开始通过火花间隙、电感线圈L1放电,将电场能转变成电感线圈的磁场能,使L1两端电压升高,并通过耦合变压器B2将电压进一步升高,通过旁路电容C2加在电极和喷嘴之间,击穿间隙产生放电火花,L1C1组成衰减的振荡回路,电能消耗完毕,B1又开始向C1充电,就这样周而复始地产生高频振荡,因喷枪电极和喷嘴之间产生脉冲式电火花,直至将电弧引燃.
5.6.2.4 控制柜
控制柜的作用与等离子喷涂控制柜一样,也是集中安装气路控制系统和电气控制系统.
气路水路系统的原理如图5-43所示,电气控制系统的功能及可选用的程序控制电路的类型也与等离子喷涂一样,只是控制对象及工艺动作程序不同.
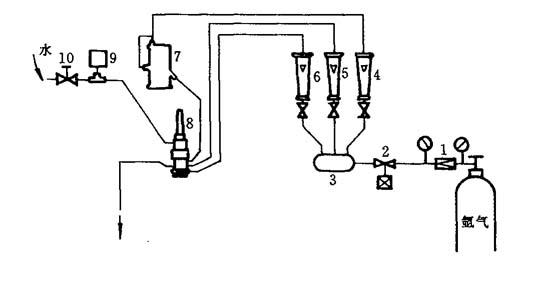
图5-43 等离子喷焊气路水路系统原理图
1—减压阀;2—电磁气阀;3—储气筒;4—送粉气流量计;5—离子气流量计;6—保护气流量计;7—送粉气;8—喷枪;9—水压或水流开关;10—阀门
等离子喷焊的工艺动作程序比喷涂复杂,因而宜采用可编程序控制器,采用PC机控制电路原理如图5-44所示.
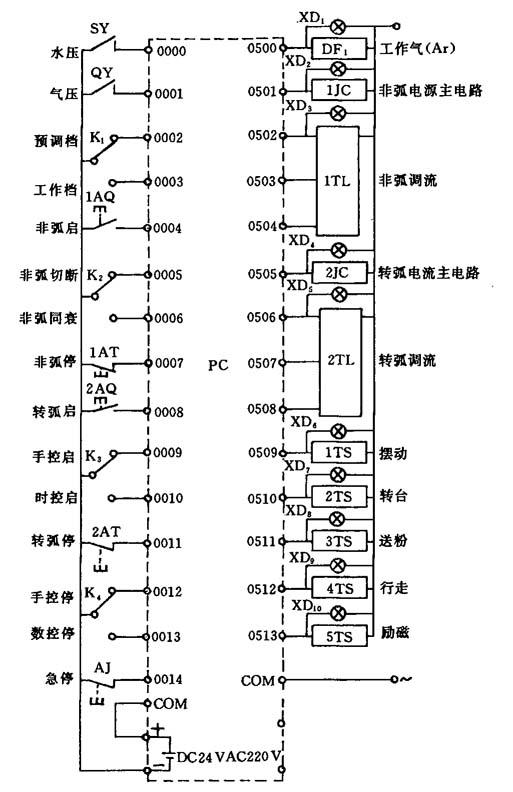
图5-44 采用PC机等离子喷焊控制电路
XD1~XD10—信号指示灯;DF—电磁气阀;1JC、2JC—交流接触器;1TL、2TL—电流调节器;1TS~5TS—可控硅调速电路;SY—水压开关;QY—气压开关;K1~K4—转换开关;1AQ、2AQ—启动按钮;1AT、2AT—停止按钮;AT—急停按钮
电气控制系统中用得较多的是直流伺服电机调速电路,常用可控硅调速电路.
5.6.2.5 送粉器
等离子喷焊采用的自熔性合金粉末,固态流动性好,因而多采用刮板式送粉器,其原理如图5-45所示,当合金粉末从粉筒1的漏孔流到粉盘2上时,会在粉盘上自然堆积成近似的圆锥状,形成自然的堆积角α.α角的大小与合金粉末的固态流动性有关,当粉盘绕轴转动一圈,则在粉盘上就会堆积成一圈粉末,截面近似于等腰梯形.
送粉器的结构尺寸和合金粉末确定后,送粉量取决于粉盘的转速n,通过变速装置,可以使n在很宽的范围内连续精确地调节,于是送粉量就可以在很宽的范围内连续精确地调节,通过更换漏孔孔径d或调节漏孔端面距粉盘高度h,送粉量的调节范围将更宽.
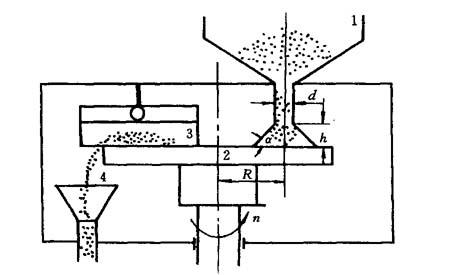
图5-45 刮板式送粉器原理
1—粉筒;2—粉盘;3—刮板;4—漏斗
5.6.2.6 喷枪等离子喷焊枪在结构上与等离子喷涂枪类似,结构形式亦分前后绝缘结构和内外绝缘结构,主要区别在于喷嘴和电极的几何尺寸相差很大,并由此造成喷枪结构上的差别.
喷焊枪要产生柔性等离子唬因而喷嘴压缩孔道短而粗,一般采用的压缩孔道参数列于表5-15.
表5-15 喷焊枪喷嘴压缩孔道参数

可选择的喷嘴孔道形状如图5-46所示,由于喷焊以转移弧为主,电弧阳极不在喷嘴壁面上,喷嘴烧损情况不严重,因而冷却结构的设计不像喷涂枪那样复杂,且因孔道短也不适宜采用复杂的结构.
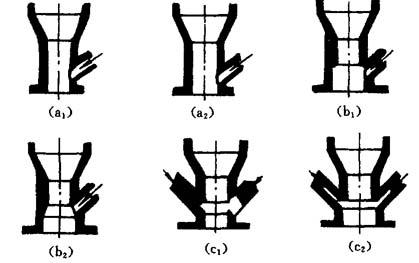
图5-46 喷焊枪喷嘴孔道形状(箭头方向为送粉孔)
电极用铈钨材料,端部为锥形,锥角略小于喷嘴的压缩角,由于喷焊时电弧电流大都在300A以下,而且使用的是氩气,因而电极烧损亦不像喷涂那样严重,这样,钨极棒可以加长,采用直冷式结构就可满足冷却要求.
喷焊枪的气流结构一般采用直流进气,采用分气环,使气流在通道内分布均匀,典型的喷焊枪结构如图5-47所示.
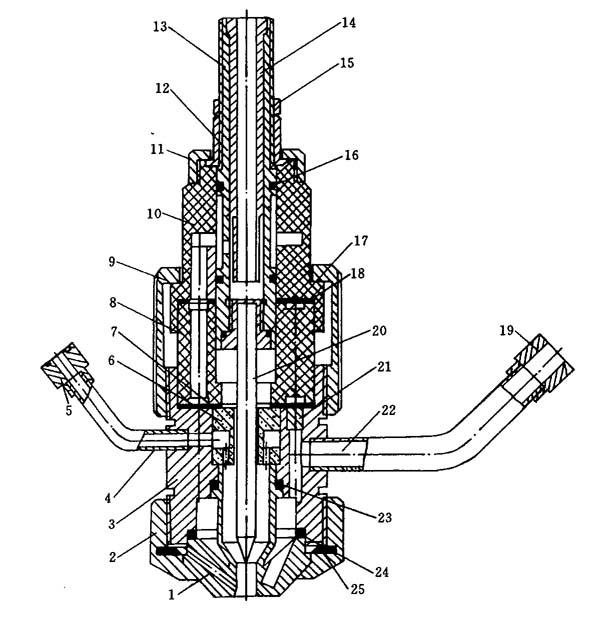
图5-47 LQ-300B型等离子喷焊枪
1—喷嘴;2—盖帽;3—下枪体;4—气(粉)管;5—气管接头;6—隔热环;7—密封圈;8—绝缘环;9—锁紧帽;10—上枪体;11—压紧螺母;12—调节螺母;13—电极杆Ⅰ;14—电极杆Ⅱ;15—并紧螺母;16、17、23、24—“O”形密封圈;18—密封圈;19—水管接头;20—电极头;21—堵水塞;22—水管;26—挡粉圈