编织毛毯
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册第九分册纸张抄造》第520页(1766字)
编织毛毯的生产工艺过程:
纺纱—→织造—→接头(接成环形)—→缩呢—→洗呢—→拉毛—→烘干定型等过程。
编织毛毯由于生产方法的局限性,一般对造纸毛毯有平整、滤水、耐用三大要求,这三个问题有时互相矛盾,这是仿织毛毯最大弱点,通常用三角形表示三者之间的关系。

图11-4-116 纺织毛毯的三性
从毛毯织法比较:
滤水性 1/1平纹>2/2破斜纹>1/3破斜纹
平整性 1/1平纹<2/2破斜纹<1/3破斜纹
1.原料和加工织造的几个问题
(1)细度
羊毛细度是指羊毛断面截面积,指毛的直径而言。羊毛细度对羊毛的品质和成纱品质有很大关系。纱是由散碎的羊毛捻绞而成,在1cm长的羊毛纤维互相捻绞次数叫做捻度。用澳洲羊毛织下毛毯,经线捻度为18度左右,纬线捻度是15度左右,使用纤维短的羊毛捻度一般要高一些,经线捻度大于纬线,因为经线牵引力要大。捻度大纤维紧密滤水困难一些,捻度小纤维稀松容易滤水。单根的纱称为单披,两根或两根以上并在一起称为合披。
(2)长度
羊毛长度因绵羊品种、剪毛次数,年龄、气候条件、营养和健康状况、生长部位不同而有差异,纺纱的支数是指1kg的羊毛纺纱有多少千米长,8支纱是指1kg羊毛纺8km长。产品样品中所标志的符号,如8W粗:
8——表示8支纱;W——表示纬纱;粗——表示粗纺纱,(即由散毛直接经梳毛纺成纱)。
又如2T精:
2——表示2支纱;T——表示经纱;精——表示精纺(即首先将散毛制成毛条,再经过并条,最后纺成要求纱支)。
(3)缩绒性
毛毯纤维经过机械外力的作用,纤维能够自动收缩,而形成紧密结构,这叫缩绒性,粗纱经过缩绒后能使织物组织紧密,绒毛丰满。
(4)起毛
毛毯织好以后要经过起毛,以便增加滤水性和弹性,还能对湿纸增强吸附作用,减少毛毯痕,所以毛毯要双面起毛,正面可以起大些,反面可以起轻些,起毛标准分为起大毛、中毛、小毛三种。纸机上毯和一些特殊纸的毛毯不但要求不起毛,还要烧毛,烧毛又分为轻烧和重烧二种,根据纸机的要求而定。
2.编织毛毯的织造
下毛毯选择条件:a.滤水容易。b.不易污秽,容易清洗。c.纸面毛毯纹小。d.经久耐用。e.定型好,使用长度变化小。
编织毛毯图见11-4-117图。

图11-4-117 毛毯的织法
毛毯一般分为平纹、2/2斜纹、2/2破斜纹、1/3破斜纹
其他织法还有:经双层织,1/5破斜纹,纬双层织,复线平织,复经单纬平织,复双层织等等。
表11-4-76 羊毛锦纶混纺毛纱用量及其强力和伸长度的关系

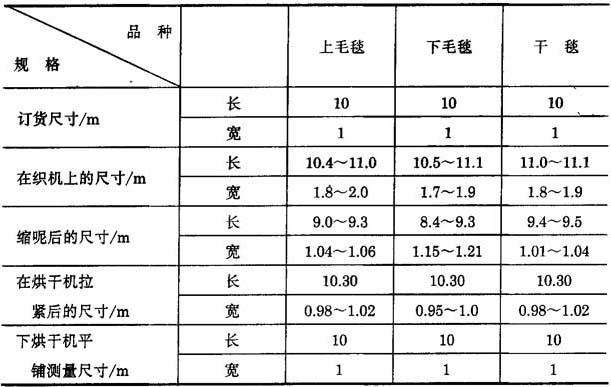
3.毛毯制造过程长短变化
表11-4-77 编织毛毯在制造过程中尺寸变化
4.编织造纸毛毯品种目录