其他纸种的打浆
出处:按学科分类—工业技术 中国轻工业出版社《制浆造纸手册:第八分册纸料的准备》第264页(6023字)
1.卷烟纸
卷烟纸分为特号、一号和二号等三类产品,供机器卷烟用,定量为23~24g/m2。
(1)质量要求
①要求柔软性好,纸面细腻,罗纹清晰。
②应具有较高的强度,并要求具有一定的伸长率与拉力。
③透气度也有一定的要求,即不低于120~150ml/min,但又不应大于300~450ml/min。
④卷烟纸燃烧时不得发出异味,燃烧要均匀,其燃烧速度要与烟丝的燃烧速度相适应。提高卷烟纸的灰分和透气度可以减少或避免烟支的熄火现象。
⑥要有较好的不透明性,以便在卷烟时不致出现露出烟丝色泽的现象。
⑥应有较高的白度。
(2)原料
为了防止卷烟纸在燃烧时发出异味,应以漂白麻浆为主要配比,并掺用部分漂白木浆,有时也可掺用少量漂白碱法竹壳浆或漂白化学草浆。特号卷烟纸用于生产高档纸烟,一般指标均相应要求高一些,配比中适当增加漂白麻浆的用量。
生产卷烟纸,一般均用碳酸钙作为填料,加填量可高达35~55%。卷烟纸不施胶。在一些情况下,生产卷烟纸可加用少量助燃剂,助燃剂目前多使用氯化钟、硝酸钠、富马酸二钠盐、磷酸二氢铵或柠檬酸钠混合盐等。
(3)打浆要求
①卷烟纸的打浆要使纤维具有一定的细纤维化,并有较高的均整性。
②对于麻浆的打浆一股采用粘状打浆的方式。打浆要求均一,打浆度控制在87~92°SR,纤维平均长度以1.0~1.1mm为宜。
③对于漂白木浆的打浆,其成浆打浆度不宜太高,如漂白木浆的打浆度高至80°SR以上,将会降低成纸的不透明度,并降低成纸的透气度和燃烧性能。为此,漂白木浆的成浆打浆度一般控制在80°SR以下,纤维平均长度控制在1.1mm左右。
(4)打浆方法
①半浆打浆:麻浆纤维较长,应先在半浆打浆机内打成半浆。一种在半浆打浆机中打半浆的方法是,先下重刀将麻浆压下.一定时间后适当抬刀进行洗涤,待洗涤一定时间后再下重刀对纤维进行切断。当半浆达到一定的湿重,即一定的平均纤维长度时,就完成了打半浆的工序。
②成浆打浆:卷烟纸的成浆打浆有单独用打浆机进行的,也有用多台圆柱磨浆机进行的。考虑到麻浆、木浆、竹壳浆和草浆等的性质各异,为了得出合乎要求的各种成浆,最好根据上述的打浆要求采用分别打浆的方法,随后再进行混合。
在个别情况下,也有采用混合打浆的方法的。采用混合打浆时,应注意添加纸料的顺序,即根据纸料打浆的难易,如最先处理麻浆和木浆,最后添加竹壳浆或草浆。
(5)生产实例
1)实例一:
①原料配比:用全麻浆(大麻)生产特号卷烟纸。
②打浆设备:麻浆先用半浆打浆机打至半浆,随后再用伏特式成浆打浆机打至成浆。
③打浆工艺条件;成浆打浆的工艺条件如表10—1—111所示。
表10—1—111

添加的填料沉淀碳酸钙为纤维重的50%。
2)实例二:
①原料配比:用50%麻浆和50%木浆分别打浆后抄制普通卷烟纸。
②打浆设备:麻浆先用半浆打浆机打至半浆,再通过多台圆柱磨浆机打至成浆。木浆板先经过水力碎浆机疏解后也用多台圆柱磨浆机打至成浆。
③打浆工艺条件:成浆打浆的工艺条件如表10—1—112所示。
表10—1—112

添加的填料沉淀碳酸钙也为纤维重的50%。
2.电话纸
电话纸主要用于制造市内电话电缆,也有作为代用品,用于绕包变压器和纸包电磁线等。电话纸按厚度分为0.05mm和0.075mm两种规格,按颜色分为本色、蓝色、红色三种。
(1)质量要求
①电话纸是薄型纸,但在电话电缆生产过程中承受的张力大,为此要求具有较高的机械强度,例如裂断长、耐折度等均要求达到较高的数值。
②要求具有定的伸长率和扭曲度。
③电话纸是弱电介质,对电学性能要求低,通过的电流小,耐压要求低
④纸质要求松软,厚度均一,含杂质少。
(2)原料
电话纸的强度要求高,多用未漂硫酸盐木浆制成,不加胶不加填,而对于蓝色和红色电话纸在纸料内应进行染色。
(3)打浆要求
成浆纤维要求润胀和细纤维化良好,纤维较长而均整,含细小纤维少。一般认为,用长纤维的未漂硫酸盐木浆生产电话纸应采用长纤维粘状打浆的方式,即一方面要对长纤维进行适当的切短,以达到纤维均一、纸面平整的目的,但要保持较长的纤维长度。另一方面要使纤维具有一定程度的润胀和细纤维化,以提高纤维之间的结合能力,增加纸页强度。
电话纸的原料如用未漂硫酸盐木浆板来生产,其打浆可先经水力碎浆机进行疏解,随后用圆柱磨浆机,最后用Φ450盘磨机打至成浆,也可用石刀打浆机打至成浆。成浆打浆度要求在62~72°SR,成浆纤维平均长度为1.5~1.6mm。
(4)打浆实例
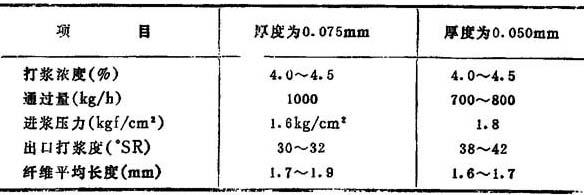
浆料配比为100%未漂硫酸盐木浆,打浆设备用钢刀50型圆柱磨浆机和Φ450盘磨机串联打浆,其具体条件如下:
①四台50型圆柱磨浆机串联打浆,其条件如表10—1—113所示:
表10—1—113

②两段Φ450盘磨机串联打浆的第一段的条件如表10—1—114所示。
表10—1—114
③第二段打成浆的Φ450盘磨机的打浆条件如表10—1—115所示。
表10—1—115

④辅料加入量
蓝色电话纸:直接蓝2B0.53%
红色电话纸;直接耐酸大红4BS0.47%
3.皱纹卫生纸
皱纹卫生纸分为高级和普通两种。高级卫生纸的定量为18~24g/m2。供人民生活用的卫生纸,如面巾纸、餐巾纸、厕所用纸、妇女卫生纸、婴儿尿布纸等。
(1)质量要求
①要求纸质柔软,吸水性强,并有一定的湿强度。
②纸面要洁净,白度和色泽鲜艳程度要好。
③皱纹应均匀一致。
(2)原料
我国高级卫生纸多用棉纤维,如破布或棉短绒等制成,也可掺用部分化学木浆、化学草浆或废纸等。国外高级卫生纸多用化学木浆和部分废纸制成。
卫生纸不施胶、不加填,可用染料染成各种颜色。
(3)打浆要求
国外大部分工厂的卫生纸采用针叶木浆和废纸来抄造,其打浆方式多采用长纤维游离状打浆,成浆打浆度在24~28°SR之间。这种打浆方式可使成纸纸页具有疏松、柔软和吸收性强等特点;但另一方面,纤维结合力小,成纸强度低和匀度差。弥补这些缺点的办法是向浆料内添加化学助剂,如增强剂、纤维分散剂等。采用长纤维游离状打浆的其他目的是:适于高速纸机的网部快速脱水;打浆动力消耗低,节约能源;提高纸机的干燥能力。
我国生产高级卫生纸多使用废棉浆,其打浆方式多采用短纤维半粘状打浆,成浆打浆度在60°SR左右。由于棉浆纤维较长,而不经过较长时间的打浆,其纤维太长,成浆打浆度偏低,从而纤维分散不均匀,成纸纸页组织匀度差。另一方面,提高打浆度可使棉浆得到一定程度的细纤维化,增加纤维间结合力,从而提高了成纸纸页的强度。此外,由于棉纤维的特点,提高打浆度不致带来纸页的吸收能力严重下降和变硬等问题。
近年来,我国也正在研究采用长纤维游离状的打浆方式并添加纤维分散剂,这已取得了一定的效果。
卫生纸的打浆可采用打浆机、圆柱磨浆机或盘磨机等打浆设备。
(4)打浆实例
1)实例一:
①原料配比:100%漂白废棉浆生产18g/m2高级卫生纸。
②打浆方法:废棉浆先用半浆打浆机打成半浆,随后半浆再用伏特式打浆机打至成浆。
③打浆工艺条件和成浆质量
成浆打浆工艺条件和成浆质量如表10—1—116所示。
表10—1—116

2)实例二:
①原料配比:100%针叶木浆生产18g/m2高级卫生纸。
②打浆设备:普通打浆机。
③打浆工艺条件:打浆工艺条件如表10—1—117所示。
表10—1—117

4.鸡皮纸
鸡皮纸是一种食品及工业包装用纸,定量为40g,m2,分白色和本色两种。
(1)质量要求
①要求有较高的机械强度,特别是应具有较高的耐破度。
②要求成纸有良好的光泽,并且外观应有透明感和油腻感。
③纸面要求平整,不许有影响使用和外观的纸病。
(2)原料
鸡皮纸要求物理强度高,一般多用硫酸盐针叶木浆或亚硫酸盐针叶木浆来生产,不加填料,而用松香胶进行施胶。
(3)打浆要求
鸡皮纸的打浆一般采用半粘状打浆的方式,成浆打浆度在37~40°SR左右。打浆要求有一定的细纤维化程度,以提高纤维之间的结合力,增加成纸物理强度,另外为了得到较高的耐破度,在打浆过程中应尽量保持纤维平均长度,避免纤维被切得过短。
鸡皮纸的打浆可用打浆机、圆柱磨浆机和盘磨机等来完成。
(4)打浆实例
商品浆板先经水力碎浆机,随后通过两台串联的圆柱磨浆机,再通过一台Φ450盘磨机打至成浆。
打浆的工艺条件如表10—1—118所示。
表10—1—118

松香添加量为1.2%,硫酸铝用量为3.6%,施胶后浆料pH值为4.0~4.2。