液态或糊状胶粘剂的涂胶方法
出处:按学科分类—工业技术 中国轻工业出版社《塑料粘接技术手册》第175页(1505字)
1.刷胶
适用于低粘度的胶粘剂,形状复杂或大粘接面的粘接件。
刷胶时可根据涂胶面的大小不同,选用不同规格的毛刷或排笔,涂胶时可以从中央向四边涂敷胶粘剂,或从一边刷起到涂满粘接面为止。但每次刷胶应向同一方向进行,避免来回涂刷产生气泡。其要领如图3-10所示。
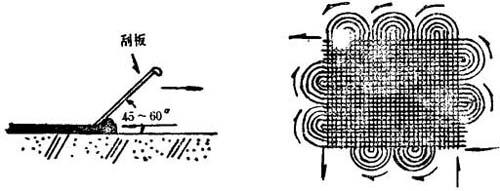
图3-10 刮涂要领
在整个粘接面涂敷胶粘剂时(全涂法),不仅可得到较高的粘接强度,而且有密封的效果。当对胶粘剂没有严格要求时,可采用边涂法,即仅在粘接面的周边涂胶,如图3-11所示。边涂法可根据不同的形态,施以不同的涂胶面,胶粘剂用量少,作业时间短。相反,由于边涂法刷胶系局部涂胶,涂膜偏厚,导致强度偏低,所以涂膜厚度要十分注意。
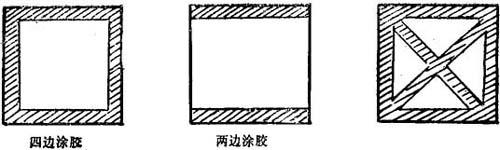
图3-11 边涂法
2.刮胶
适用于粘度较大的糊状胶粘剂。刮胶可采用油灰刀或自制梳条形刮板,如图3-12。即使用带齿刮板涂刮厚胶,涂刮时刮齿部分与粘接面紧贴,则凹的部分留下胶粘剂。利用齿的高低调节涂胶量,刮胶时需施以一定的压力,以保证胶粘剂对粘接面的充分浸润。这种方法简单,效果良好。缺点是胶层厚度不容易均匀。对于涂胶面过于粗糙,全涂法得不到均一的涂膜而容易产生缺胶时,采用梳条形刮板是较适宜的。自重较小的物件,可用棒、铲刀或小刀等把高粘度的膏状胶粘剂在粘接部位涂上4、5、6、9个点子,每点3~5g,或如图3-13所示的,点涂和边涂相结合,这种点涂法对多孔性材料的粘接既经济又便利。
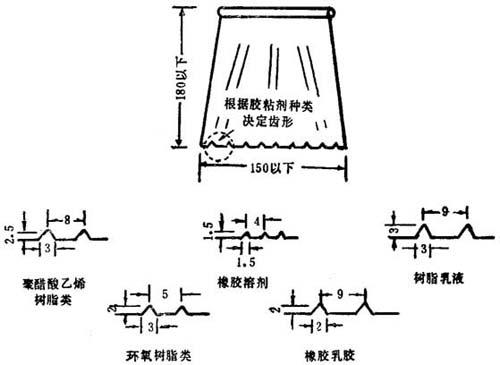
图3-12 锯齿刮板及齿形
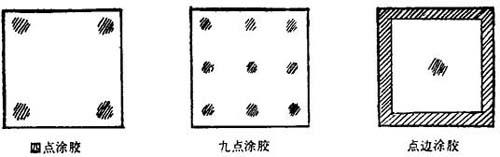
图3-13 点涂法
3.喷涂
喷胶适用于溶剂胶粘剂以及大面积的粘接或修复工艺装备。喷胶可分“有气喷涂”和“无气喷涂”,并均有加热和不加热两种。喷胶使用各种类似喷漆用的喷枪等设备。喷胶用压缩空气时一定要经过除油和干燥。一般,一次喷胶达到的厚度较小,往往需要通过几次喷胶才能达到所要求的胶层厚度。此法的优点是比刷胶、刮胶的速度快,易于实现机械化自动化。只要严格控制胶液浓度,胶层的厚度就容易控制。喷胶法的缺点是一般含有大量溶剂,对人体健康有害,所以应该注意工作场所通风。此外,胶液损失较大。为了克服普通喷涂法的缺点,近年来出现了静电喷涂,其设备与静电喷漆大致相同。
4.辊涂法
辊涂法适用于制造胶粘带等。
辊涂法是利用部分浸入胶槽的带胶辊将胶液传递给与其接触的印胶辊上,被胶件输入印胶辊和压力辊之间,便连续涂上胶液。一般涂胶辊可用橡胶、金属或毛毡包裹。涂胶辊越光滑,胶层越均匀,越薄。胶辊上若有各种不同的花纹,则可以获得不同厚度的胶层。
5.浸胶
适用于胶铆、胶螺复合连接时,铆钉、螺钉的浸胶。当粘接件小,要求涂胶面较大,而涂胶又较困难对,就可采用浸胶法,即将胶粘件浸在胶粘剂中。