螺杆、螺母的精度等级
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册中》第1676页(1653字)
一般螺旋传动,多数用30°牙型角的梯形螺纹,其精度规范按GB12359-90中极限尺寸的规定。对精度要求高的传导螺旋,如机床中的丝杠螺母,因技术要求严格,公差小,则应按JB2886-91技术条件验收。其精度由高到低分为3、4、5、6、7、8、9,共七个等级,各级的选用参考实例见表4.18-9。JB2886-91对机床丝杠螺母精度检验项目及误差要求见表4.18-10~4.18-17。
表4.18-9 机床丝杠、螺母
精度选择参考实例
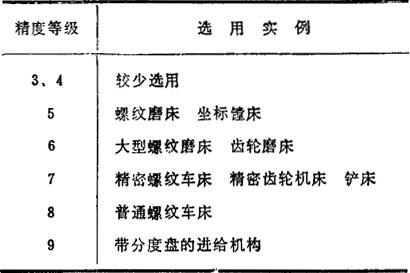
表4.18-10 丝杠螺纹的螺旋线轴向公差(摘自JB2886-91) μm

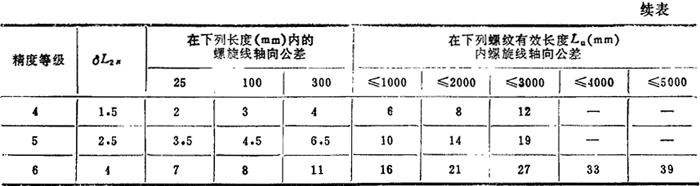
注:① 7、8、9级精度丝杠的螺旋线轴向公差不予规定。
② δL2n指2π弧度内螺旋线轴向公差。
表4.18-11 丝杠螺纹的螺距公差和螺距累积公差(摘自JB2886-91) μm

注:螺旋线轴向误差应用动态测量法检测,螺距误差检测法不限。
表4.18-12 丝杠螺纹有效长度上中径尺寸的一致性公差(摘自JB2886-91) μm
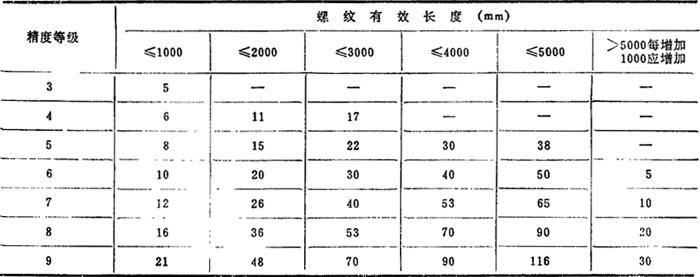
表4.18-13 丝杠大径对轴线的径向圆跳动(摘自JB2886-91) μm
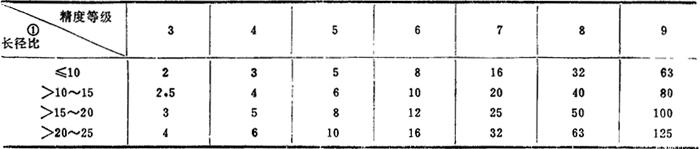
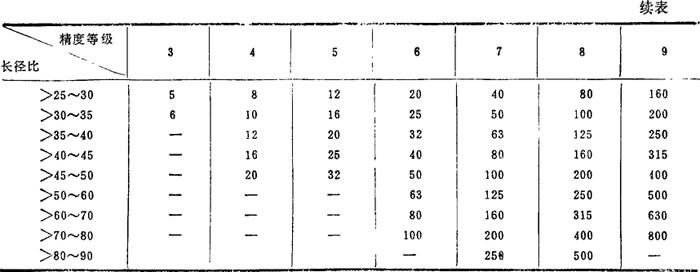
注:①长径比系指丝杠全长与螺纹公称直径之比。
表4.18-14 丝杠牙型半角的极限偏差(摘自JB2886-91)
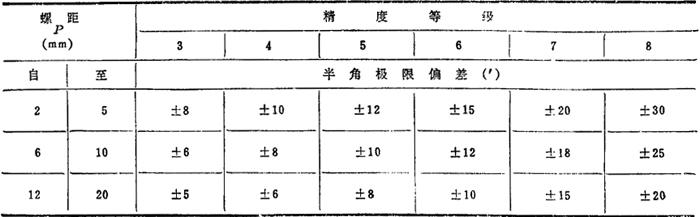
注:9级精度的丝杠其牙型半角不予规定。
表4.18-15 丝杠的大径、中径、小径及螺母的大径、小径的极限偏差(摘自JB2886-91) μm
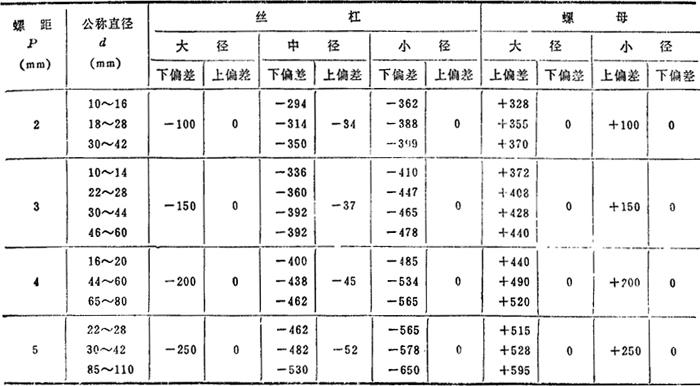

注:① 丝杠大径作工艺基准时,螺母大径或小径作工艺基准时,其尺寸公差及形状公差由工艺提出。
② 6级以上配做螺母的丝杠中径公差按表中规定的公差带宽相对于公称尺寸的零线两侧对称分布。
③ 对于由碳钢、不锈钢和有色金属制造的普通螺纹的螺杆,其公差、机械性能和热处理等可参见GB/T1538-94。
表4.18-16 非配作螺母螺纹中径的极限偏差 μm
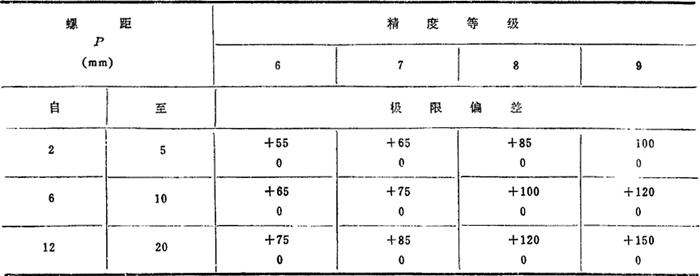
表4.18-17 丝杠、螺母的表面粗糙度Ra值(摘自JB2886-91) μm
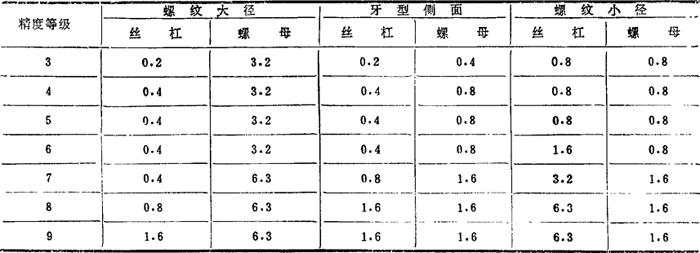
注:丝杠和螺母的牙型侧面不应有明显的波纹。
丝杠螺纹有效长度Lu按下式计算:
Lu=L-2Le
式中 L为丝杠螺纹的总长度(mm);Le为余程,即螺尾长度。余程以及丝杠与螺母配作的径向间隙如下所示:
mm

μm

注:不适用于有消除间隙结构或非整体螺母的丝杠螺母副。