表面耐磨处理
书籍:现代综合机械设计手册上
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册上》第245页(1015字)
表面耐磨处理方法很多,而且在日益发展。常用方法粗略分类列于表1.5-12,其特点、效果与选择见表1.5-13。
表1.5-12 表面耐磨处理方法分类
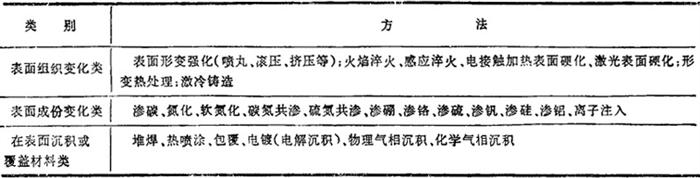
表1.5-13 表面耐磨处理的效果与应用
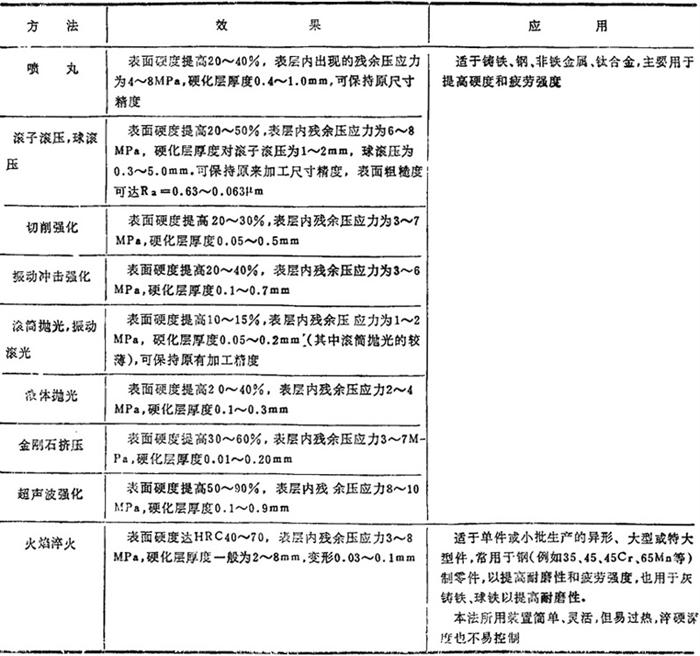
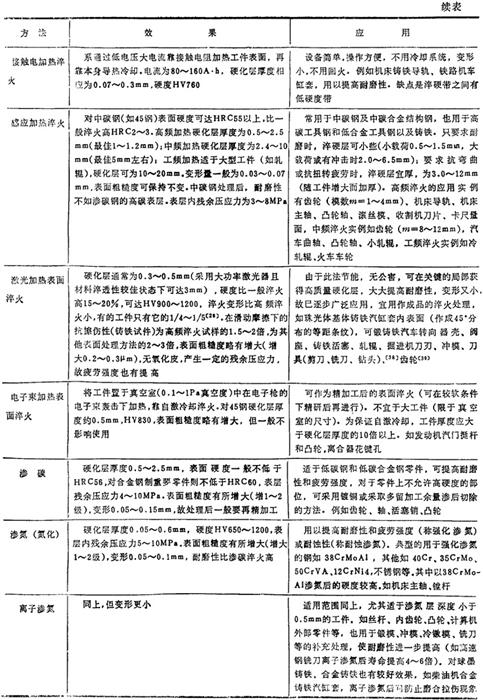
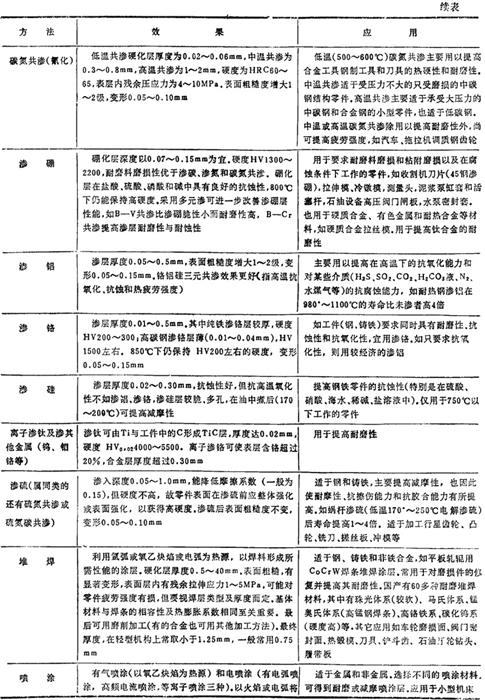
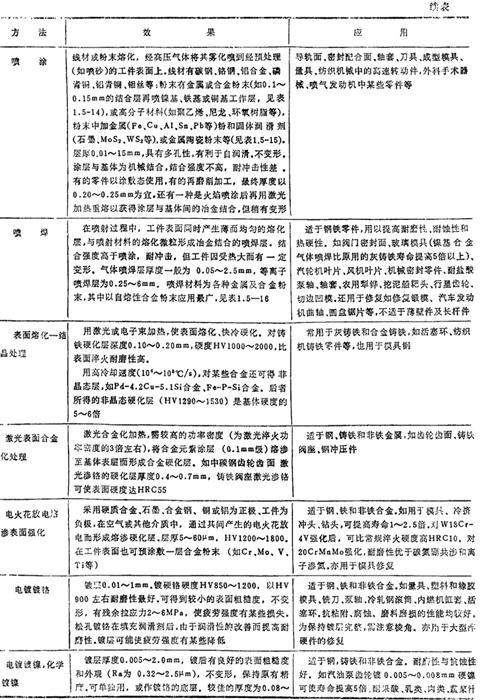
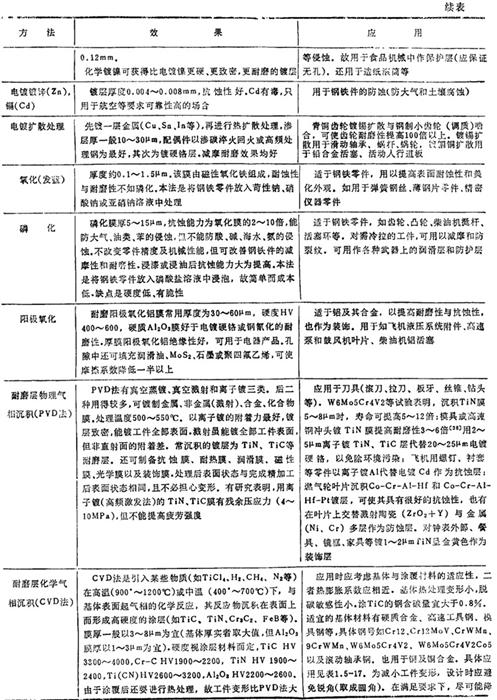
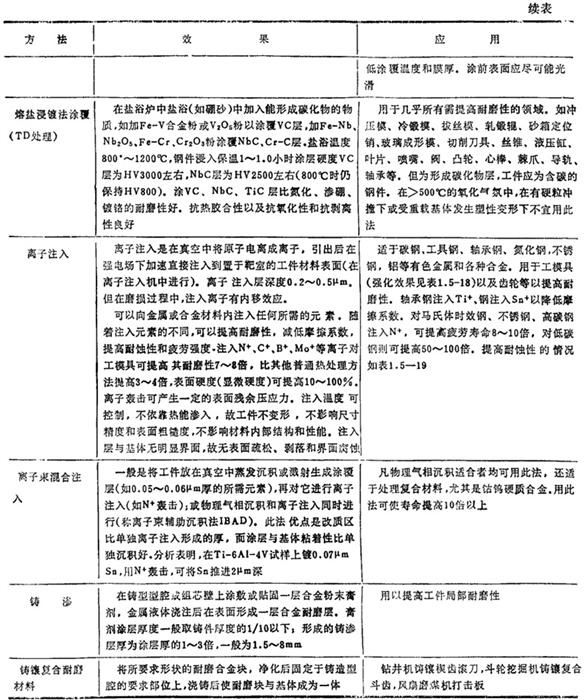
表1.5-14 粉末热喷涂用合金粉末的性质及用途
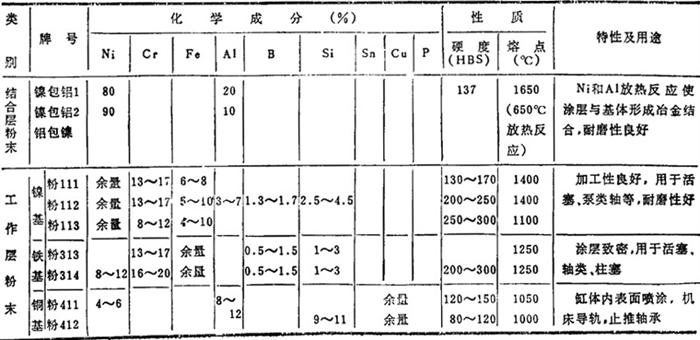
表1.5-15 复合粉末材料的组成与应用
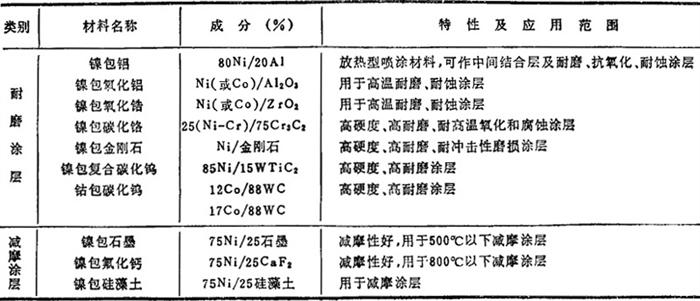
表1.5-16 国产自熔性合金的种类、化学成分及性能①
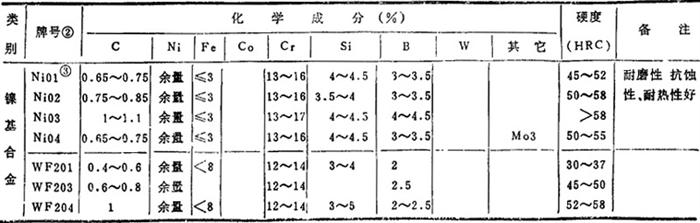
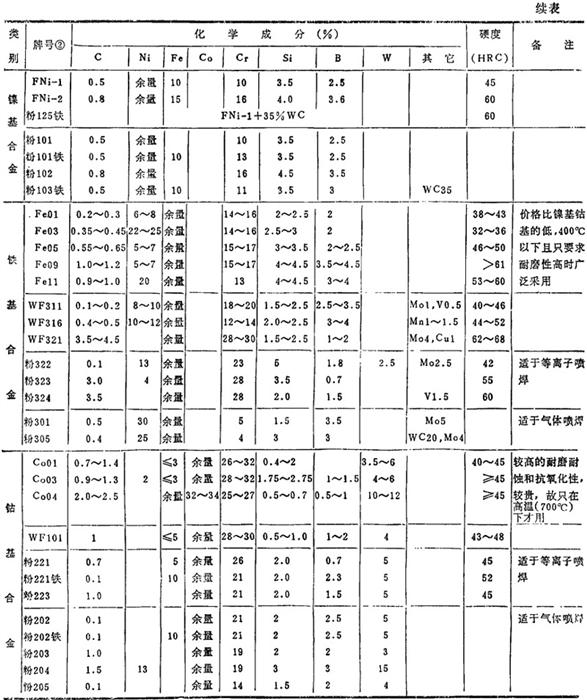
注:①未标明使用工艺的材料,粒度60~200目用于喷焊,粒度<120目用于喷涂。
②牌号标记为Ni、FNi、Co的是天津通用公司计量站产品,标记为WF的是武汉材料保护研究所产品,标记为粉的是上海有色金属焊接材料厂产品。
③Ni01的抗冲击韧性高,摩擦系数小,适于耐热抗蚀零件,如阀门密封面,玻璃模具,汽轮机叶片;Ni02则适于耐热又要求耐磨零件,如活塞环、阀门;Ni03的耐磨料磨损性好,如用于风机叶片,机械密封件;Ni04性能同上,但耐蚀性较好,如耐盐酸泵的轴和轴套,
表1.5-17 化学气相沉积(CVD)超硬耐磨层的应用情况〔90〕
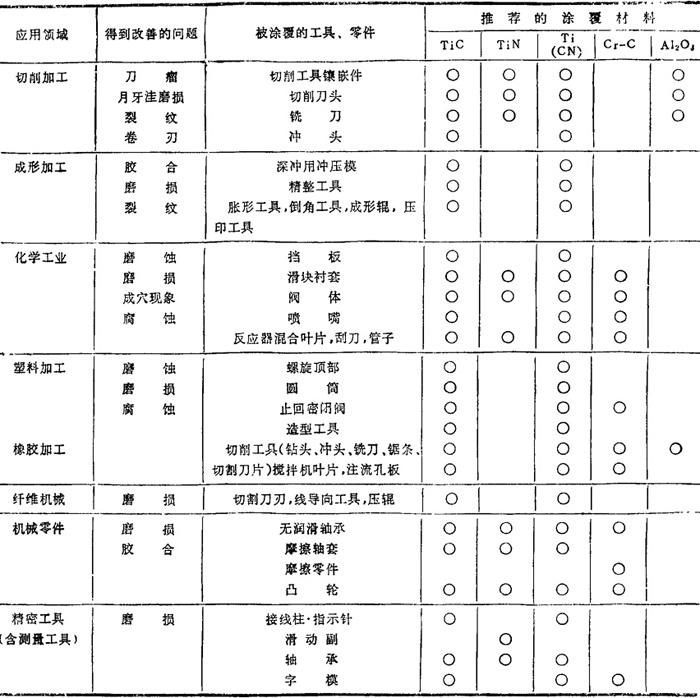
注:1.O-表示适合。2.Ti(CN)用MT-CVD法涂覆(MT表中温)。
表1.5-18 英、美国用离子注入法强化工模具等表面应用及效果实例
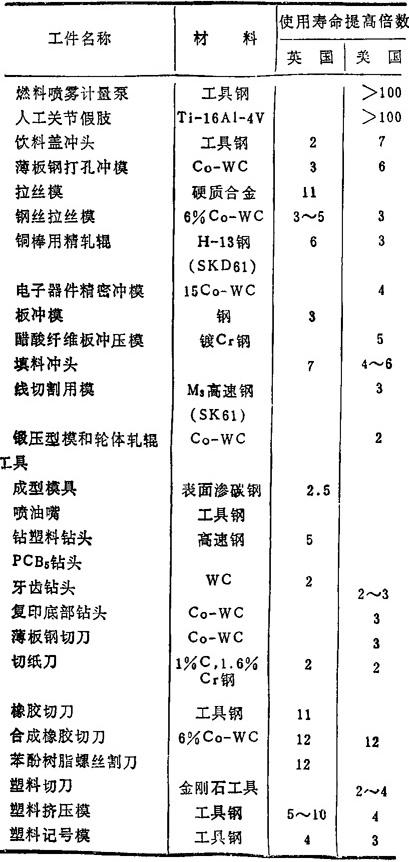
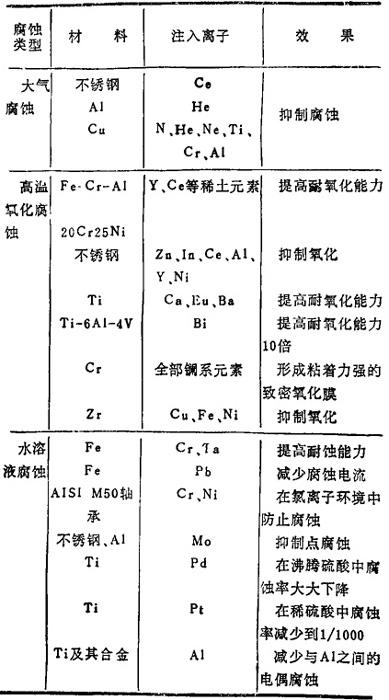
表1.5-19 离子注入后金属材料表面耐腐蚀能力的提高
上一篇:磨损机理
下一篇:现代综合机械设计手册上目录