考虑冲压件工艺的合理设计
出处:按学科分类—工业技术 北京出版社《现代综合机械设计手册上》第793页(3016字)
3.3.1 冲压件设计的工艺要素
冲压件对材料的要求和选用原则见表3.5-36和3.5-37;冲压件设计的结构要素见表3.5-38~3.5-50;冲压件的尺寸精度见表3.5-51~3.5-57。
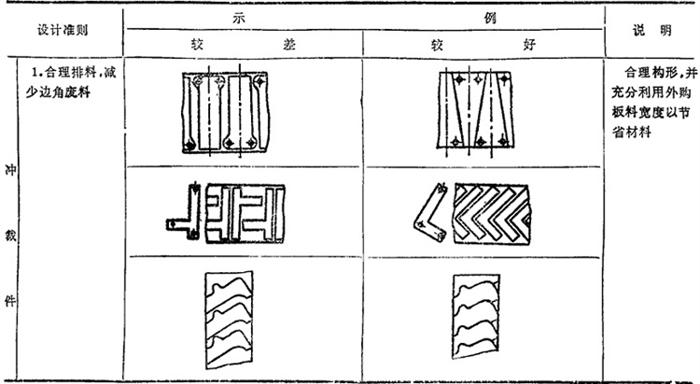
3.3.2 考虑冲压件工艺合理设计的设计准则
表3.5-36 冲压件对材料的要求和选用原则
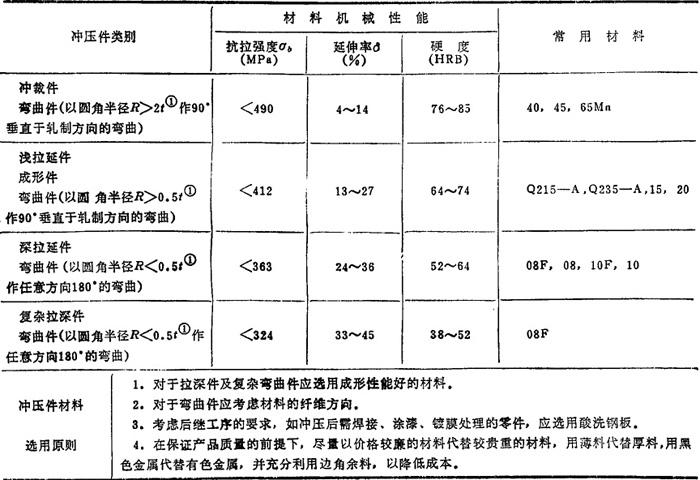
注:①表中t为板料厚度。
表3.5-37 适用于精冲的材料
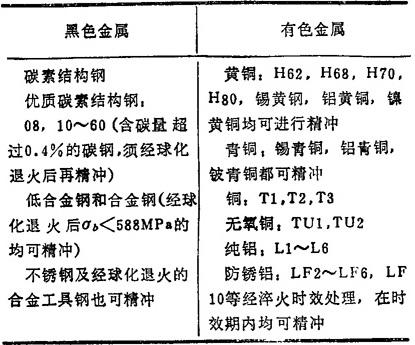
表3.5-38 冲裁的最小尺寸
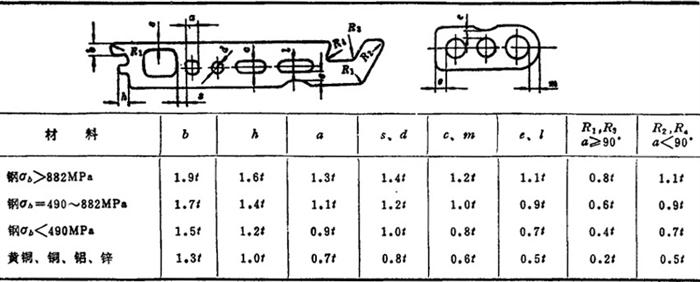
注:①t为材料厚度。
②若冲裁件结构无特殊要求,应采用大于表中所列数值。
③当采用整体凹模时,冲裁件轮廓应避免清角。
表3.5-39 精冲件的最小圆角半径mm
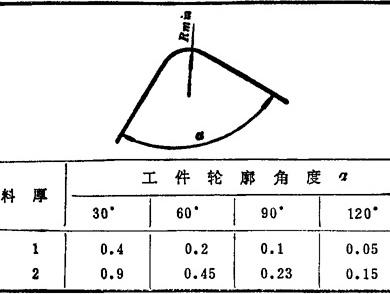
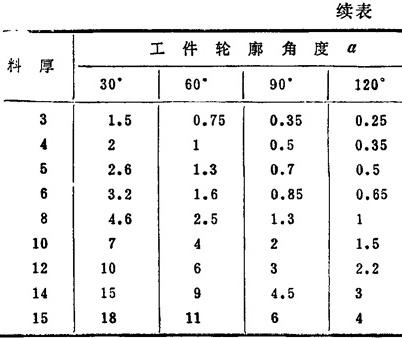
注;上表数值适用于抗拉强度≤441MPa的材料。强度高于此值应按比例增加。
表3.5-40 精冲件的最小孔径、孔边距及孔心距
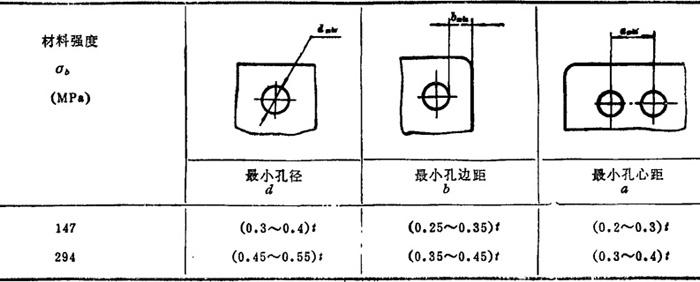

往:①t为材料厚度。
②薄料取上限,厚料取下限。
③表中所列是当冲孔凸模的许用压应力为1177~1373MPa时,dmin、bmin、amin的极限值。
表3.5-41 精冲件最小相对槽宽emin/t
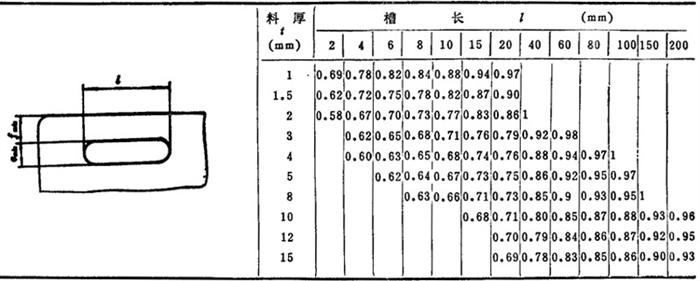
注:①最小槽边距fmin=(1.1~1.2)e。
②上表数值适用于抗拉强度≤441MPa的材料。强度高于此值的材料,表中数值应按比例增大。
表3.5-42 弯曲件最小弯曲半径
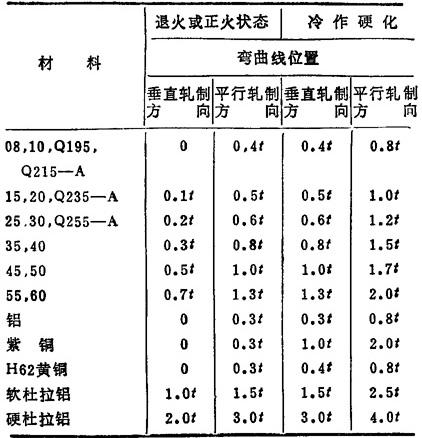
注:①t为材料厚度。
②当弯曲线与轧制纹路成一定角度时,视角度大小,可采用中间数值。
③对冲裁或剪裁后未经退火的窄料弯曲时,应当作冷作硬化的情况选用弯曲半径。
④在弯曲厚板时(8~10mm以上),弯曲半径应选用较大的数值。
表3.5-43 弯曲件弯边最小高度及局部弯曲件形状
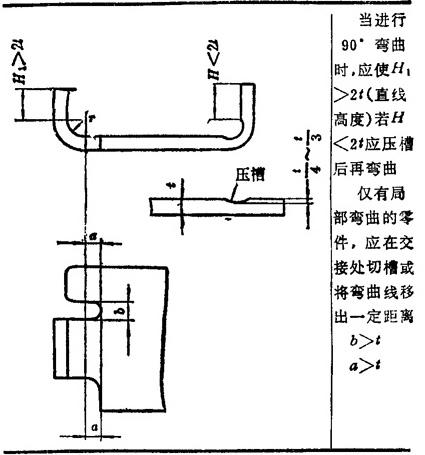
注:若弯边直线高度小于2t,亦可在弯曲后将多余高度切去
表3.5-44 冲压件内孔翻边尺寸
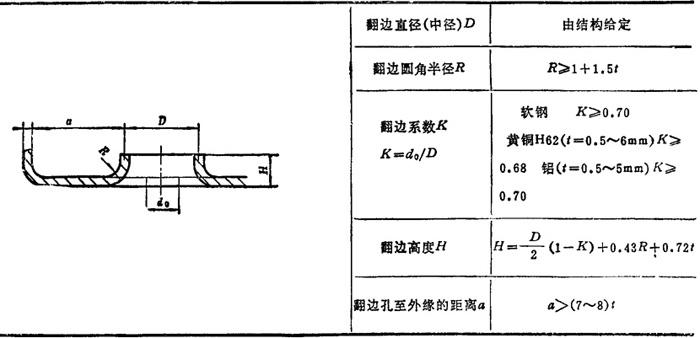
注;①t为材料厚度,
②若翻边高度较高,一次翻边不能满足要求时,可采用拉深、翻边复合工艺。
③翻边后孔壁减薄,如变薄量有特殊要求,应予注明。
表3.5-45 冲压件卷边直径 mm
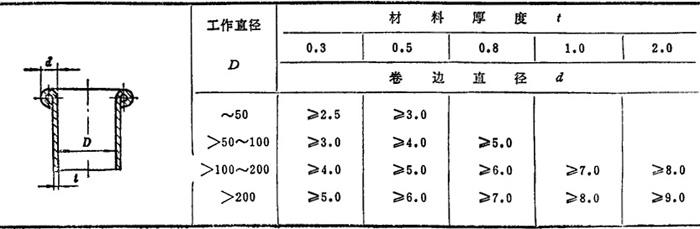
表3.5-46 冲压件箍压时直径缩小的合理比例
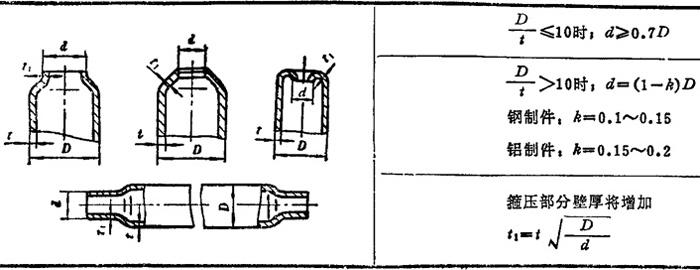
表3.5-47 冲压件平面筋的参考尺寸
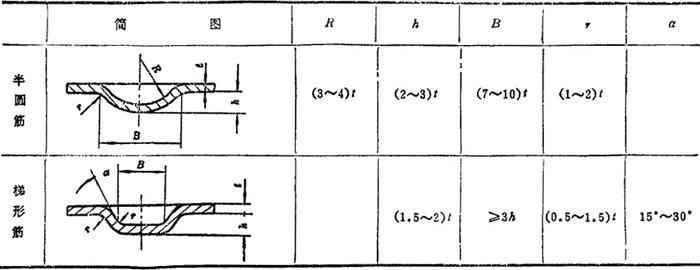
表3.5-48 冲压件角部加强筋的参考尺寸 mm
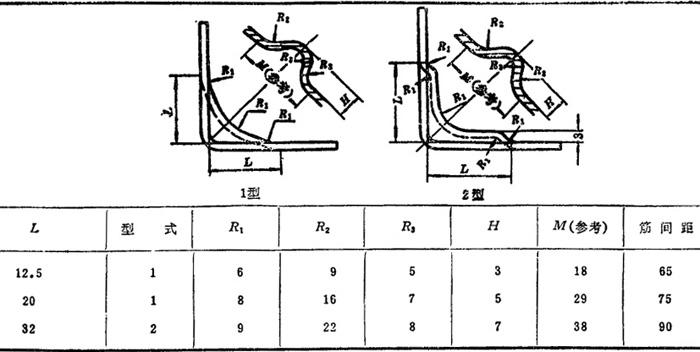
表3.5-49 冲压件加强窝的间距及其至外缘的距离 mm
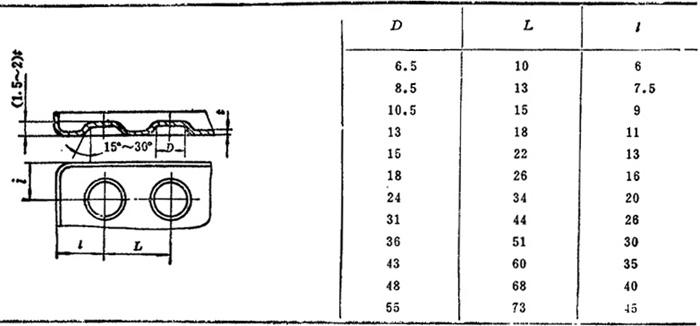
表3.5-50 管子最小弯曲半径 mm
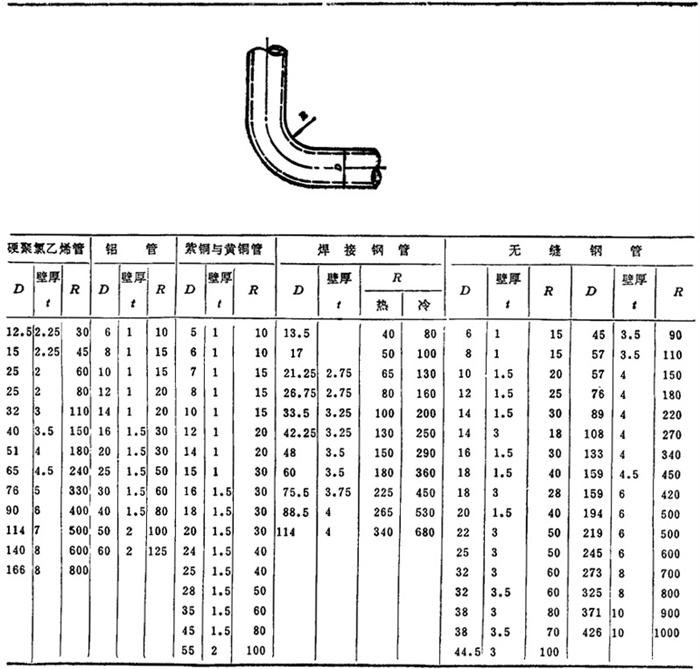
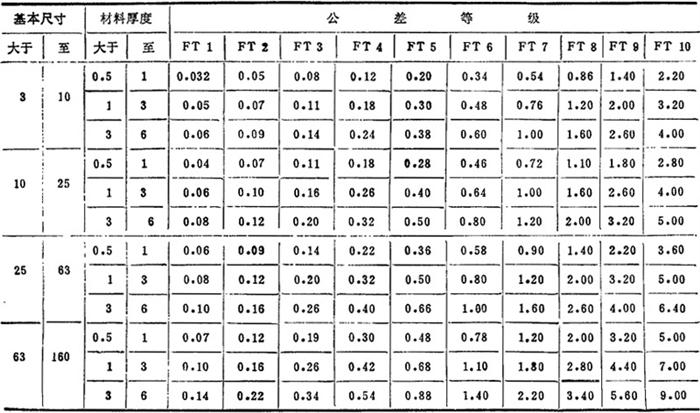
表3.5-51 平冲压件尺寸公差(摘自GB/T 13914-92) mm
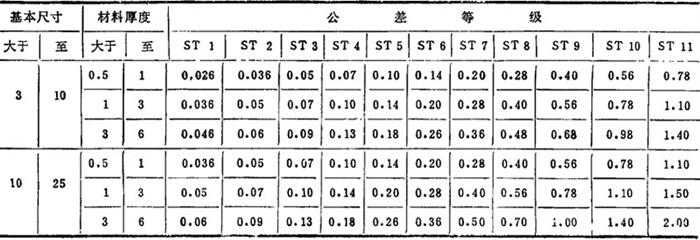
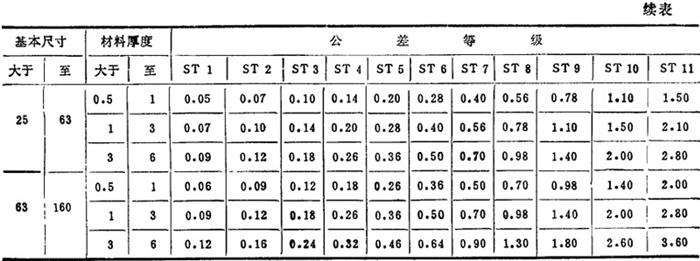
注:基本尺寸<3及>160~6300、材料厚度<0.5及>6的平冲压件尺寸公差可查GB/T 13914-92
表3.5-52 成形冲压件尺寸公差(摘自GB/T 13914-92)mm
注:基本尺寸<3及>160~1000,材料厚度<0.5及>6的成形冲压件尺寸公差可查GB/T 13914-92。
表3.5-53 平冲压件尺寸公差等级选用表(摘自GB/T 13914-92参考件)
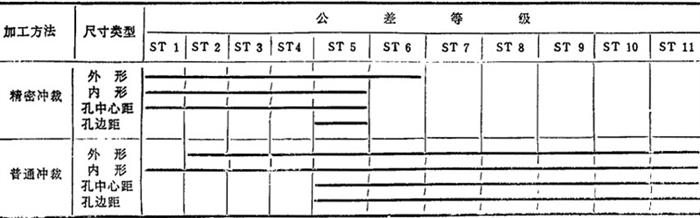
注:成形冲压平面冲裁件尺寸公差等级选用可参见GB/T 13914-92参考件。
表3.5-54 成形冲压件尺寸公差等级选用表(摘自GB/T 13914-92参考件)
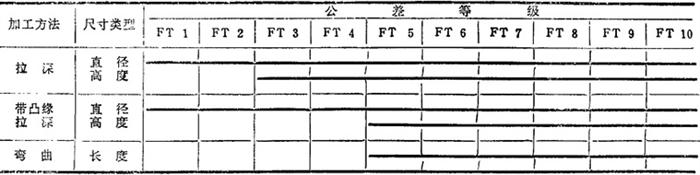
注:以其他成形方法加工的成形冲压件,其尺寸公差等级选用可参见GB/T 13914-92参考件。
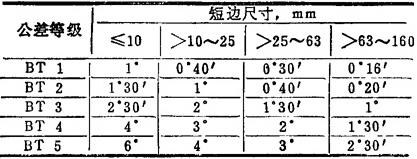
表3.5-55 冲压件冲裁角度公差 (摘自GB/T 13915-92)
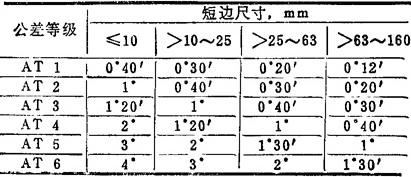
注:短边尺寸>160~2500的冲裁角度公差可查GB/T 13915-92。
表3.5-56 冲压件弯曲角度公差 (摘自GB/T 13915-92)
注:短边尺寸>160的冲压件弯曲角度公差可查GB/T 13915-92。
表3.5-57 冲压件冲裁角度及弯曲角度公差等级选用表(摘自GB/T 13915-92参考件)

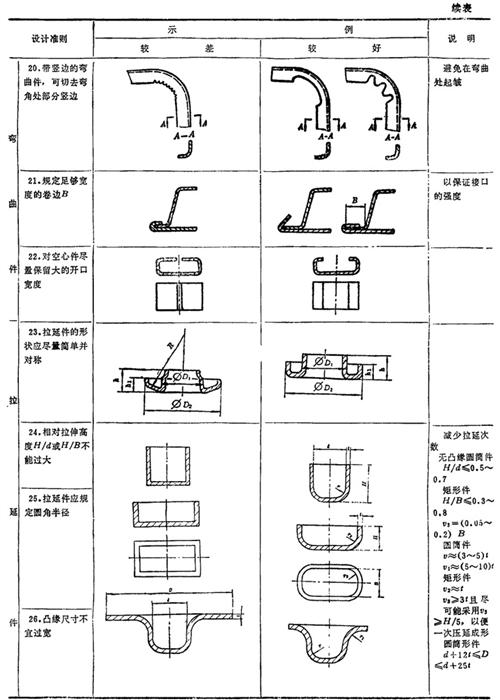
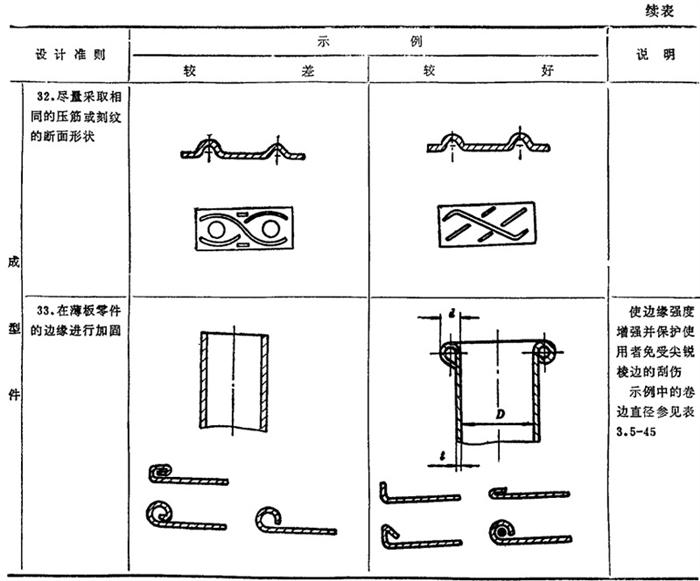
考虑冲压件工艺合理设计的设计准则见表3.5-58。
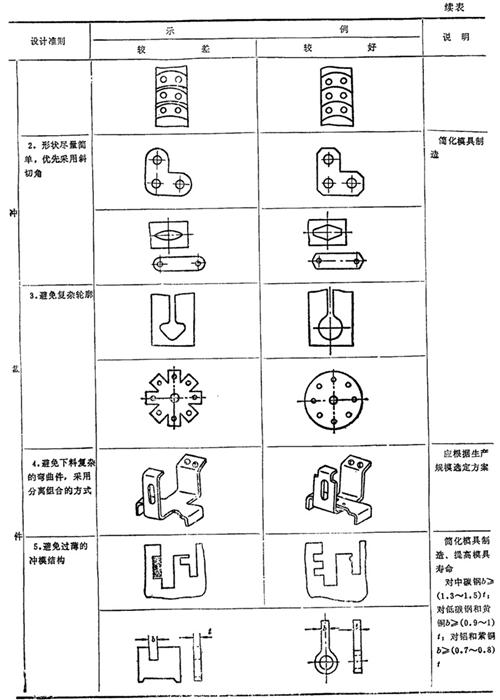
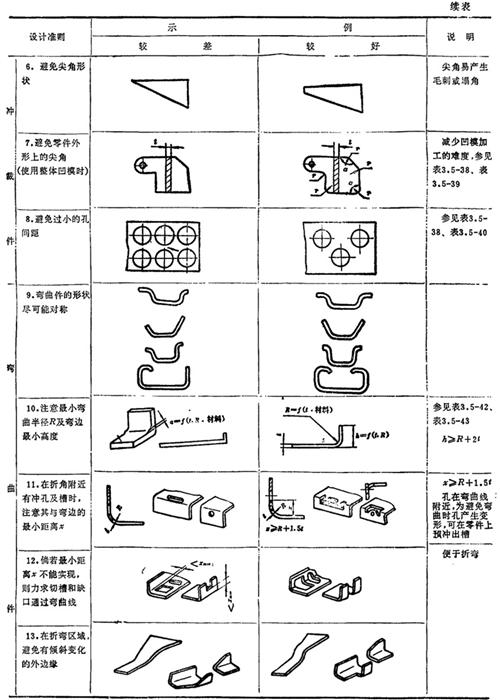
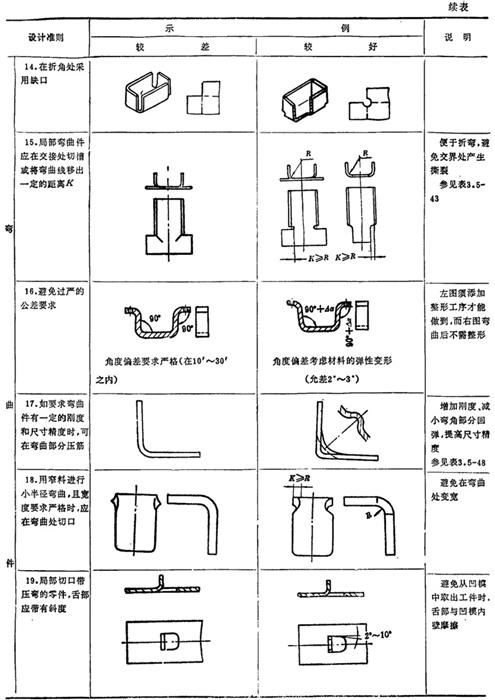
表3.5-58 考虑冲压件工艺合理设计的设计准则和示例