铣削加工
出处:按学科分类—工业技术 江苏科学技术出版社《模具工简明实用手册》第468页(2842字)
(一)铣床的主要类型(图7.3-5~图7.3-8)
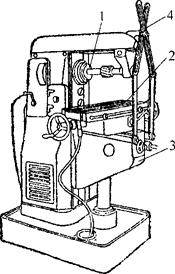
图7.3-5 卧式铣床外形
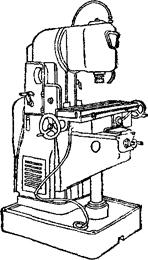
图7.3-6 立式铣床的外形

图7.3-7 龙门铣床的外形
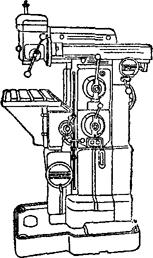
图7.3-8 万能工具铣床外形
根据结构形式和用途,铣床可分卧式铣床、立式铣床、龙门铣床、仿形铣床和万能工具铣床等很多类型。在模具制造中应用最广的是立式铣床加工,主要用来加工各种模具的型腔。
①如图7.3-5所示为卧式铣床,这种铣床的主轴1与工作台台面2平行,成横卧位置,所以叫卧式铣床,简称“卧铣”或“平铣”。这类铣床通常具有可升降的升降台3。所以,装在工作台台面上的工件除了能作纵、横移动外,还能升降。在必要时还可装上连接架4。
为了适应铣削螺旋槽,有的卧铣的工作台还可以在水平面内旋转一个角度。这种铣床,叫做“卧式万能铣床”,它的用途较广。
②如图7.3-6所示为立式铣床,简称“立铣”。它与卧铣的区别是它的主轴是直立的,与工作台台面垂直。有的立铣为了加工的需要,还能把主轴偏斜一个角度。
在立铣上装卸刀具比较方便,操作时易于观察,还能装上较大的刀盘进行高速铣削。所以,立铣的用途更为广泛。
③如图7.3-7所示为三轴龙门铣床,这种铣床主要用来加工较大工件的平面。根据机床主轴数目的多少,龙门铣有双轴、三轴、四轴以至更多轴之分。这种铣床床身坚固,允许选用较大的吃刀深度和走刀量,并能进行多刀切削,一次走刀便能同时加工出两个或三个平面,所以,它的生产率很高。
④如图7.3-8所示为万能工具铣床。这种铣床的特点是操纵灵便、精度高,并带有较多的附件。如垂直主轴可以换成水平主轴;水平工作台可以换成万能角度工作台。这样就有可能使外形复杂的零件在一次安装下完成其全部加工。这种铣床常在工具车间里用来加工刀具、夹具、模具或其他形状复杂的工件。
(二)铣刀类型和应用
铣刀的类型很多,可以根据不同的方法来分类。
①圆柱铣刀,如图7.3-9所示。专门用于加工平面。
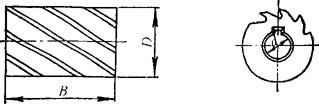
图7.3-9 圆柱铣刀
②立铣刀,如图7.3-10所示。用于加工平面和沟槽。
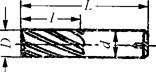
(a)直柄立铣刀

(b)锥柄立铣刀
图7.3-10 立铣刀
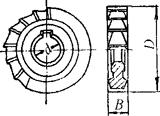
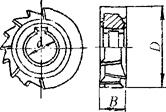
③圆盘铣刀,如图7.3-11、图7.3-12、图7.3-13所示。用于加工不同深度的沟槽以及小平面。

图7.3-11 槽铣刀(单面刃)

图7.3-12 两面刃盘铣刀
(a)细齿三面刃盘铣刀
(b)错齿三面刃盘铣刀
图7.3-13 三面刃盘铣刀
④角度铣刀,如图7.3-14所示。用于加工各种角度的沟槽。它分为单角铣刀和双角铣刀两种。
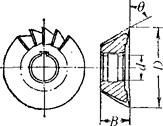
(a)单角铣刀
(b)不对称双角铣刀
图7.3-14 角度铣刀
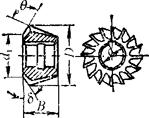
⑤键槽铣刀和T形槽铣刀,如图7.3-15、图7.3-16所示。专门用于加工键槽和T形槽等。
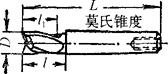
图7.3-15 键槽铣刀
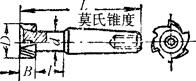
图7.3-16 T形槽铣刀
⑥切断铣刀,如图7.3-17所示。专门用作切断工件(这种铣刀的宽度比圆盘铣刀宽度小)。
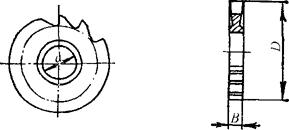
图7.3-17 切断铣刀
⑦成型铣刀,如图7.3-18所示。用于加工具有特形表面的工件,如凹半圆、凸半圆、齿轮、螺纹等。
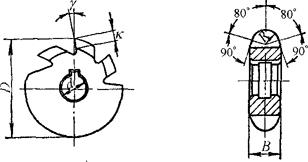
图7.3-18 凸半圆铣刀
其中,立铣刀是模具制造中最常用的铣刀,又分单刃立铣刀(表7.3-10)、双刃立铣刀(图7.3-19)、改制立铣刀、多刃立铣刀。
表7.3-10 单刃立铣刀的形式
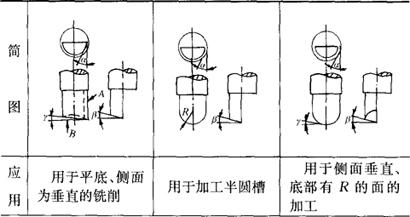

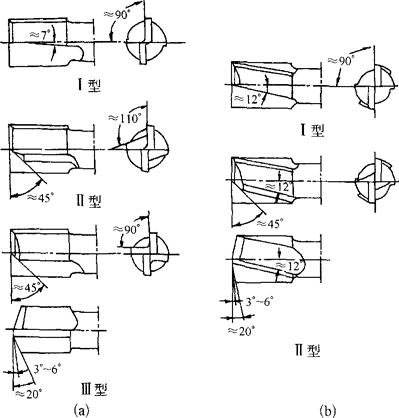
图7.3-19 双刃立铣刀
(a)双刃立铣刀(图7.3-19)。由于双刃立铣刀切削时受力平衡,因此能承受较大的切削力,铣削精度较高,适于铣削深槽。
(b)改制立铣刀(图7.3-20)。利用旧麻花钻按照模具加工的需要自行改制成铣刀,具有双刃铣刀的切削性能,经济实用。
图7.3-20 改制立铣刀
(c)多刃立铣刀。多刃立铣刀由于制造困难,一般都采用标准立铣刀。规格见表7.3-11。
表7.3-11 立铣刀规格表
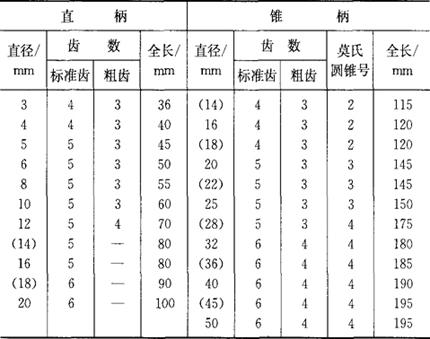
注:1.不带括号的直径是基本系列,带括号的直径是辅助系列。
2.直径45mm和50mm锥柄立铣刀尚有全长为225mm,并具有5号莫氏圆锥柄的。
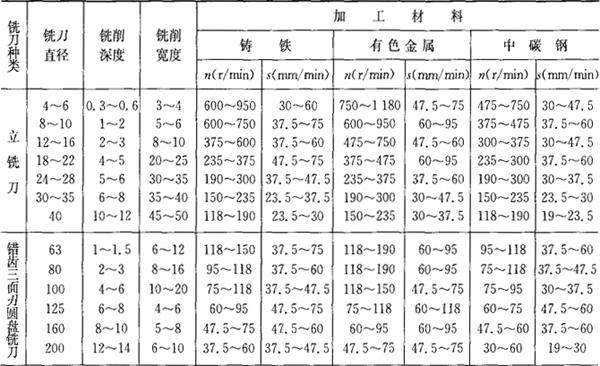
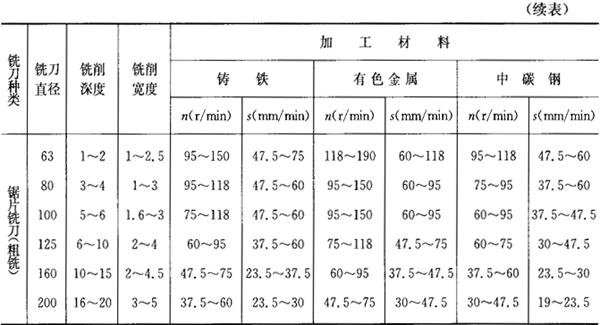
(三)从实际铣削加工中收集起来的切削用量(表7.3-12)
表7.3-12 常用铣削用量