焊接应力的调控与消除方法
出处:按学科分类—工业技术 江苏科学技术出版社《焊工简明实用手册》第394页(1744字)
(一)焊接应力的调控
1.采用合理的焊接次序
尽量使焊缝能自由收缩,先焊收缩量比较大的焊缝。如图6.1-5中带盖板的双工字钢结构件,应先焊盖板的对接焊缝1,后焊盖板和工字钢之间的角焊缝2,使对接焊缝1能自由收缩,从而减少内应力。
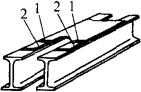
图6.1-5 按收缩量大小确定焊接顺序
2.反变形法
在焊接封闭焊缝或其他刚性较大,自由度较小的焊缝时,可以采用反变形来增加焊缝的收缩自由度,如图6.1-6所示。
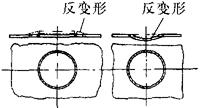
图6.1-6 降低局部刚度减小内应力
3.锤击或碾压焊缝
每焊一道焊缝用带小圆弧面的风枪或小锤锤击焊缝区,使焊缝得到延伸,从而降低焊接内应力。锤击应保持均匀、适度,避免锤击过分产生裂纹。对脆性材料应慎重。
4.加热减应力区法
加热区的伸长带动焊接部位,使它产生一个与焊缝变形方向相反的变形。在冷却过程时,加热区的收缩和焊缝的收缩方向相同,使焊缝能自由地收缩,从而降低焊接内应力。如图6.1-7就是利用该原理的一个应用实例。
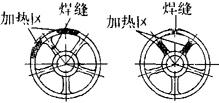
图6.1-7 轮辐、轮缘断口的焊接
(二)消除焊接应力的方法
由于焊接内应力的不利影响只有在一定的条件下才能表现出来,要保证焊接结构不产生低应力脆性断裂,可以通过合理选材、改进焊接工艺、加强质量检查、避免严重缺陷来解决,消除内应力仅仅是其中的一种方法。
焊后消除内应力的方法有:
1.整体高温回火
焊后将工件整体均匀加热到一定温度,如低碳钢加热到580~680℃,保温一定时间,而后缓慢冷却(空冷或随炉冷却)。该法可消除80%~ 90%的焊接应力,如图6.1-8所示。
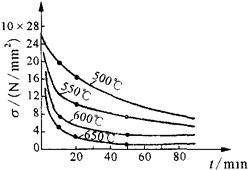
图6.1-8 消除应力退火温度与时间的关系
2.局部高温回火
对焊缝及其附近的局部区域进行加热,可以降低内应力峰值,但不能完全消除焊接应力,如图6.1-9所示。
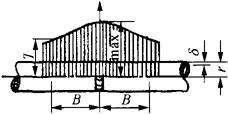
图6.1-9 管接头焊缝局部回火消除内应力的温度分布
3.机械拉伸法
机械拉伸法又称过载法,通过一次加载拉伸,拉应力区在外载的作用下产生拉伸塑性变形,它的方向与焊接时产生的压缩塑性变形方向相反。因为焊接残余内应力正是由于局部压缩塑性变形引起的,加载应力越高,压缩塑性变形就抵消越多,内应力也就消除越彻底。
4.温差拉伸法
该方法的基本原理与机械拉伸法相同,是利用拉伸来抵消焊接时所产生的压缩塑性变形,所不同的是该方法利用局部加热的温差来拉伸焊缝区的,如图6.1-10所示。
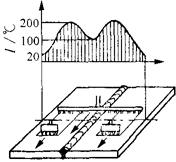
图6.1-10 温差拉伸法
5.振动法
试验证明,当变载荷达到一定数值,经过多次循环加载后,结构中的内应力逐渐降低。这种方法的优点是设备简单而价廉,处理成本低,时间比较短,没有高温回火时的金属氧化等问题。