糕点加工装备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第280页(10418字)
1 概述
我国糕点生产大多采用半机械化、半手工的方式。
目前绝大多数糕点的调粉、打蛋等原料处理环节基本实现了机械化生产。
糕点的成型设备除传统的桃酥成型机、蛋糕成型机等外,还生产出了多功能点心成型机、包馅机等。但要使上千种糕点的成型都实现机械化确实是困难的,所以大多数的糕点成型还是靠手工操作。
糕点的烘烤目前都采用了远红外烘烤炉,常用的炉型是隧道式和箱式两种远红外烘烤炉,用电热或煤气加热。
2 加工工艺
我国糕点以花色品种繁多而着称,中西两大类品种共有千余种。现只对一些产、销量大的、具有典型代表性的糕点品种的工艺加以简单的介绍。
包馅糕点(月饼)加工工艺流程如图1-10-26所示;

图1-10-26 包馅糕点(月饼)加工工艺流程
软料糕点加工工艺流程如图1-10-27所示;
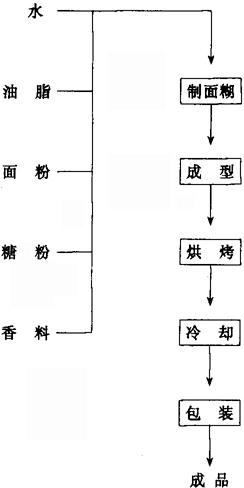
图1-10-27 软料糕点加工工艺流程
蛋卷加工工艺流程如图1-10-28所示;

图1-10-28 蛋卷加工工艺流程
桃酥加工工艺流程如图1-10-29所示;

图1-10-29 桃酥加工工艺流程
蛋糕加工工艺流程如图1-10-30所示。

图1-10-30 蛋糕加工工艺流程
2.1 包馅糕点加工工艺
在糕点生产中,有馅糕点的比重约占50%,采用不同的馅、皮料和不同的制作方式,可以生产出多种包馅糕点。但其基本工艺是由制馅、制皮、包馅、成型、烘烤、冷却和包装等工序组成。这里仅以包馅糕点类的代表产品-—月饼为例进行介绍。
2.1.1 制皮 首先将煮沸溶化过滤后的糖浆、饴糖及已溶化的碳酸氢铵投入调面机中充分搅拌,然后加入用作皮料的面粉继续搅拌,直到调制成软硬适中的面团。
制皮所需的主要设备为卧式调面机。
2.1.2 制馅 首先将糖粉、油及各种辅料投入调粉机中均匀搅拌,然后加入熟制面粉继续搅拌均匀,即成为软硬适中的馅料。
2.1.3 包馅 包馅操作分为手工和机械两种形式。手工包馅,工人劳动强度大,生产效率低,但手工包馅的质量往往比机械包馅要好,特别是在制作皮薄馅多的品种时更是如此。
机械式包馅所需的主要设备为包馅机。
2.1.4 成形 经手工或机械包馅后的饼坯一般只是球形,要想制成表面刻有图案的月饼形状,必须经过成型工序,也就是压模操作。
月饼的成型分为手工成形和机械成型两种形式。手工成型借助的工具是木制月饼模。糕饼自动成型机,成形的糕饼图案清晰,成型效果好,而且生产效率高。
2.1.5 烘烤 成形后的月饼生坯即可送入烘烤炉进行烘烤。目前,多数食品厂仍是通过手工摆盘,然后送入烘烤炉进行烘烤。烘烤月饼所需的炉温一般为240℃左右。烘烤时间约为10min左右。
烘烤所需的主要设备为各类烘烤炉。
2.1.6 冷却与包装 月饼的水、油、糖含量较高,刚刚出炉的成品很软,不可立即包装。否则会破坏月饼的外形,而且热包装的月饼容易变质,所以必须待月饼冷透后方可包装。
月饼冷却可把烤盘放在烤盘冷却架上采用自然冷却或强制冷却的方式,也可通过冷却输送带的形式冷却。
月饼的包装目前多采用手工的方式进行。
2.2 软料糕点加工工艺
软料糕点属于茶酥类点心。制作这类点心的面团一般比制作饼干的面团要软,比制作蛋糕的面团要硬,故制品被称为软料糕点。软料糕点根据配料和成型方式的不同,有很多品种,但基本工艺是相似的。
2.2.1 制面糊 首先将奶油放入立式搅拌机内搅拌,边搅拌边加入糖粉、鸡蛋、香料等。待搅拌至物料呈乳白色时,将一定量的水分几次加入,待搅拌均匀后投入面粉继续制成面糊。搅拌时间不要太长,以防面料出筋。面糊的软硬要适度,太软容易摊盘,太硬不便成形。
制面糊所需主要设备为立式搅拌机(打蛋机)。
2.2.2 成型 使用软料糕点成型机(多功能点心成型机),通过挤花、拉花、扭花和钢丝切割等机械动作,可将多种形状的软料糕点生坯挤落在烤盘上,完成成型工序。
2.2.3 烘烤 软料糕点的烘烤,可在各种以烤盘为载体的烘烤炉中进行。将烤盘放入烤炉内用180~190℃的中温火烘烤,烘烤成底面金黄色,表面浅黄色即可出炉。
2.2.4 冷却、包装 软料糕点的冷却和包装操作与第10章第1节杏元饼干的冷却、包装相似。出炉后可通过自然冷却法或通风冷却法来进行冷却。待冷透后方可装箱入库。
2.3 蛋卷加工工艺
蛋卷是一种酥脆香甜、营养丰富、深受消费者欢迎的食品。生产蛋卷的主要原料有面粉、糖、油脂、鸡蛋和香料等。
2.3.1 浆料调制 蛋卷浆料的调制工艺分为发酵工艺和不发酵工艺两种。一般机制蛋卷的制作都采用不发酵工艺来调制浆料。蛋卷的主要原料配比如表1-10-7所示。
表1-10-7 蛋卷主要原料配比

调制浆料时,按配方将各种主、辅原料放入搅拌机中,以较高的速度搅拌成面浆。
浆料调制所需的主要设备为立式搅拌机。
2.3.2 烘烤成型 对于机械式蛋卷生产来说,上浆成膜、烘烤、脱膜、搓卷成型、冷却定型、切割等工序均在1台蛋卷成型机上进行。
将调制好的浆料连续泵入蛋卷成型机的面浆斗中,面浆经上浆板进入蛋卷成型机的烘烤、卷制、切割成型等工序,最终制成蛋卷成品。
2.4 桃酥加工工艺
桃酥是一种含油、糖量较大的无馅、酥类糕点。目前一般生产桃酥仍多采用半机械化、半手工的方式。
2.4.1 配料 在和面之前,最好将蛋液与糖放入立式搅拌机内进行搅拌,使之充分乳化。
2.4.2 和面 桃酥的主要原料配比如表1-10-8所示。
表1-10-8 桃酥的主要原料配比

先将糖粉、蛋液、不多于5%的水和碳酸氢铵、盐等放入卧式调粉机中搅拌,然后放入油脂、桃仁等继续搅拌。最后加入面粉和制。注意和制的时间不宜过长,以免生成面筋。有些品种用油量少时,往往采用熟面粉以达到产品松酥的目的。
2.4.3 成型 机械式成型所需的主要设备是桃酥成型机。桃酥的成型分辊印与冲印两种形式。
2.4.4 烘烤 一般的桃酥成型机都是将成型后的生坯落在烤盘上的,所以选用烤炉时只能选用以烤盘为载体的炉型,如箱式烤炉、旋转式热风循环烤炉和隧道式链条炉等。从烘烤工艺的角度来说,使用隧道式链条炉烘烤出的桃酥质量要比其它炉型的烘烤效果好。桃酥的烘烤一般入炉区温度应控制在130~140℃左右,出炉区温度应控制在200~220℃左右。烘烤时间约为10min左右。
2.4.5 冷却、包装 桃酥出炉后,先要将烤盘重叠放在冷却架上,或直接进入冷却输送带进行冷却。待手触产品不热后,即可将其包装入库。
2.5 蛋糕加工工艺
蛋糕中的蛋品含量高于一般糕点,其组织松软细腻,富有弹性,入口绵软。国内生产蛋糕仍以半机械化方式为主。
2.5.1 搅拌与制糊 蛋糕的主要原料配比如表1-10-9所示。
表1-10-9 蛋糕的主要原料配比

首先将蛋液、糖浆等倒入搅拌机中,开动机器搅打充气。待蛋液呈乳白色、膨松泡沫状即可,此时蛋液体积增加1.5~2倍左右。然后加入适量的水及桂花、碳酸氢铵等,最后加入面粉,迅速搅拌均匀,即成蛋糕糊。注意加入面后搅拌时间不宜过长,防止形成面筋。
搅拌与制糊所需的主要设备为立式搅拌机。
2.5.2 成型 蛋糕的成型分手工和机械两种形式。其原理都是将调制好的蛋糕糊注入固定在烤盘中的蛋糕模内,然后经烘烤定型的。为防止粘模,首先要在模内表面均匀地刷上一层植物油。
蛋糕成型所需的主要设备是蛋糕浇模机。
2.5.3 烘烤 蛋糕的烘烤,可以使用各类以烤盘为烘烤载体的烤炉。最适合机械化生产的炉型为链条式隧道炉,这种炉型可以和蛋糕浇模机配套实现连续生产。
对于隧道炉来说,炉前区应使底火强,面火弱,炉后区应使面火强,底火弱。一般入炉温度为180℃,炉中段温度约为250℃,出炉温度约为220℃。
2.5.4 脱模、冷却与包装 脱模、冷却与包装操作目前大多用人工进行。在脱模前,应向蛋糕表面刷一层熟油,然后起模、冷却、装箱入库。
3 关键设备
用来加工糕点的关键设备主要有调面(搅拌)设备、成形设备和烘烤设备等。
3.1 调面设备
常用的调面设备为立式、卧式调面机和立式搅拌机,参见第1篇第10章第1节。
3.2 成型设备
国内生产的用于糕点成形用的设备多以单机的形式出现,多数仍需要人工辅助来进行,如进料、取成品或端盘等操作。
3.2.1 包馅机(图1-10-31) 包馅机是利用“回转成型”的原理设计出的专供包馅糕点制作用的设备。

图1-10-31 包馅机成型原理图
1-面料斗 2-馅料斗 3-输馅机构 4-叶片泵 5-输馅管 6-竖绞龙 7-馅料嘴 8-面料嘴 9-复合喷嘴 10-拨杆 11-托盘 12-成型盘 13-双水平输面绞龙
该机主要由输面机构、输馅机构、成型机构、撒粉机构、传动系统和操作控制系统等组成。
该机主要用于棒状和球状包馅糕点成形,加上部分附件后,也可进行其它形状的包馅成形。
进行棒状成形时,面团料在双水平输面绞龙13的推动下进入竖绞龙6的螺旋空间,并被继续推进,移向面馅复合喷嘴9的出口。此时,面料被挤压成筒状面管。馅料经输馅双绞龙3输送至双叶片泵4,叶片旋转使馅料进入输馅管5,输馅管装在输面竖绞龙6的内腔,当馅料离开输馅管5在复合喷嘴9出口处与面管汇合时,便形成里面是馅,外皮是面的棒状半成品,棒状半成品经压扁、印花及切断,可制成两端露馅的带馅糕点。
球状成形是由成型盘的动作来完成的。由棒状成型得到的半成品经过一对转向相同的回转成形盘的滚压,成为球状包馅糕点。
这种包馅机的特点是通用性活,可以包各类馅料,而且皮、馅比可调。但由于这种设备只能成形球状、棒状类产品,所以欲制作如月饼等产品时,还需配合成形机使用。
3.2.2 自动成型机(图1-10-32) 这是供与包馅机配套使用的,可以用于各类糕点成型的设备。

图1-10-32 自动成型机成形原理图
1-上模 2-中模 3-下模
自动成型机主要由成型部件(包括上模、中模和下模)、饼坯送入传送带,饼坯成型传送带、成型后饼坯送出传送带、传动装置、气动控制装置等组成。
工作时,经包馅机传来的球状饼坯经送入传送带送至成形传送带。由气动元件控制的上模开始下行,把饼坯连同此时间歇停转的传送带一起压入由中模和下模组成的模腔内,由于在上模的下表面和中模的侧表面都刻有成型图案,因此,饼坯即被挤压成型。成型后,上模上升,下模也随之上升,把成型后的饼坯及成型传送带推出模腔。然后成型传送带开始运动,把成型后的饼坯移入送出传送带。该机的成型模可以更换,以满足成型大小、形状不同的饼坯需要。
该机的特点是自动化程度高,产量较大。由于采用了连同传送带(薄型布质带)一起压入模腔成型的方式,便于脱模,有效地防止了饼坯粘模现象的发生,成型效果较好。
3.2,3 软料糕点成型机(图1-10-33) 软料糕点成型机由喂料机构、成型机构、传动机构、走盘机构等组成。

图1-10-33 软料糕点成型机
1-料斗 2-喂料辊 3-齿轮 4-齿条 5-喷花嘴 6-传送带
工作过程:将调制好的面料放入料斗中,通过一对喂料辊的相对旋转,使得喂料辊下方的腔体形成压力腔,从而将面料挤向喷花嘴,挤出在上升的烤盘上。喷花嘴可通过齿轮和齿条带动旋转,使挤出的生坯呈螺旋状花纹;若花嘴不转,仅使烤盘直线前进,也可制出带条状花纹的饼坯。
料斗为长方形,喂料辊的轴向尺寸与料斗长度一致,喷花嘴横向排列,一次挤花,便可生产出一排形状相同或形状各异的生坯。
该机还可安装割刀架,割刀是一根可以往复运动的水平钢丝,当软料从花嘴挤出一定量时,水平钢丝运动将其沿喷嘴端面割断,即得到长条切割生坯,这种方法称为钢丝切割成型。
该机的特点是可以通过更换不同喷花嘴,配合机器的不同动作,能够生产出多种形状的软料糕点。由于产量适中,适合中、小型糕点制作厂家配套使用。
3.2.4 自动蛋卷机(图1-10-34) 自动蛋卷机主要由上浆装置、加热装置、卷制成型及传动系统等组成。

图1-10-34 自动蛋卷机原理图
1-蛋卷绕制芯杆 2-上加热元件 3-加热罩板 4-下加热元件 5-贮浆斗 6-上浆板 7-加热辊筒 8-卷筒帆布带 9-回转刀架 10-圆片切刀
上浆装置由贮浆斗、上浆板、加热辊筒组成;加热装置包括上、下加热元件,加热罩及排潮装置等,加热方式分为煤气和电加热两种;卷制成形装置由135°转向帆布带,与帆布带成45°角的导辊,旋转同步切刀等组成。
工作过程:面浆从贮浆斗底部流出,沿上浆板向下流动,被均匀地撒布到加热辊筒表面上。辊筒表面应预热,当浆料接触到高热的辊筒后,便形成一层固化膜即蛋卷皮。烤制好的蛋卷皮随帆布带输送至导辊,导辊位于上、下帆布带中间,并与帆布带运动方向呈45°角,由于导辊的旋转及帆布带135°转向,使蛋卷皮被卷制成连续多层的螺旋状长条蛋卷。长条蛋卷经冷却定型输出后,通过作复合旋转运动的圆盘形切刀来进行定长切割,最后做为蛋卷成品被输送带送出。
3.2.5 桃酥成型机 桃酥成形机是机械生产桃酥所必需的设备。机械式生产桃酥的成型方式分为辊印与冲印两种。
(1)辊印式桃酥成型机 辊印式桃酥成型机与辊印式饼干成型机的结构、工作原理一致,只是印模的规格尺寸等不同。有关机器的构造原理参见第1篇第10章第1节。
(2)冲印式桃酥成型机(图1-10-35) 冲印式桃酥成型机是机械式生产桃酥使用较多的一种机型。该机主要由供料机构、成型机构、脱模机构、烤盘输送机构及传动机构等组成。

图1-10-35 冲印式桃酥成型机
1-烤盘输送链条 2-烤盘 3-回转模辊 4-脱模凸轮 5-压簧 6-活动模柱 7-压紧板 8-压紧凸轮 9-料斗 10-输面辊
桃酥的成型模加工在一回转模辊上,模辊按相同夹角沿轴向开有数个模孔,模孔的直径按产品的规格而定。工作时,将调制好的面团送入料斗,通过输面辊的回转,将坯料填入模孔内,然后通过间歇传动机构使回转模辊沿周向转动一个孔位。在回转模辊停转的时间内,由压紧凸轮带动压紧板上的冲印柱塞将桃酥坯料压紧。同时,脱模凸轮带动活动模柱运动,将成型后的桃酥饼坯从模孔中冲出,落在烤盘中。当处于压紧和脱模位置上的冲印柱塞和活动柱塞上升并复位后,回转模辊又开始转动。在此同时,烤盘输送链带动烤盘向前移动一个工位。
采用机器生产的桃酥饼坯具有形状整齐、质量准确、生产率高、卫生条件好等优点。但有时制出的桃酥口感不如手工制作的桃酥口感好。
3.2.6 蛋糕浇模机(图1-10-36) 国内使用的蛋糕浇模机大多采用浇注成型的方式,利用蛋糕面浆易于流动的特性,利用真空吸力和挤压力将料斗内的面浆料挤注到烤盘上的蛋糕模内。
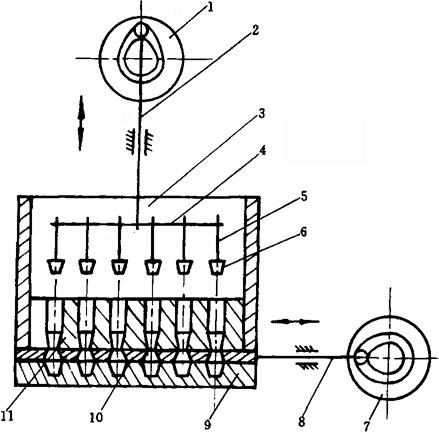
图1-10-36 蛋糕浇模机原理图
1-柱塞连杆驱动凸轮 2-柱塞连杆 3-面浆斗 4-柱塞杆横梁 5-柱塞杆 6-柱塞 7-控制板连杆驱动凸轮 8-控制板连杆 9-蛋糕烤盘 10-控制板 11-定量板
蛋糕浇模机的结构和第10章第1节中所述杏元饼干成型机相类似。主要由面浆斗、面浆定量装置、浇注控制装置、传动装置等组成。
工作过程:将调制好的面浆送入面浆斗中,这时控制板的进浆孔与上面的定量板的定量孔及下面的蛋糕烤盘模孔错开,这样,定量板的定量孔中充满面浆。然后,柱塞连杆驱动凸轮带动柱塞连杆连同柱塞杆横梁、挤浆柱塞一同向下移动。与此同时,控制板连杆驱动凸轮带动控制板移动,使定量板与烤盘模孔间形成通路。挤浆柱塞将定量面浆压入蛋糕烤盘的模腔内。接着,控制板连杆驱动凸轮带动控制板移动,将定量板与蛋糕模孔的通路断开,柱塞杆上移,面浆又充入定量板的定量孔中,下一个循环接着进行。
这种浇模机为间歇式生产。通常要保证烤盘与面浆斗尺寸一致,柱塞连杆与均匀布置的几根柱塞杆横梁相连,每上下往复一次,便可浇注1只烤盘。浇模后的烤盘即可送入烤炉进行下一步的烘烤操作。
3.3 烘烤设备
大多数糕点的烘烤都是以烤盘为烘烤载体的。所以一般用于糕点烘烤的炉型多为以烤盘为载体的箱式烤炉、旋转式热风循环烤炉和隧道式链条炉等。用户可根据成型设备的形式、机械化程度以及产品的产量,合理地选用炉型。一般来说,如果成型设备的机械化程度不高或是产量不大,就可考虑选用间歇烘烤的箱式、旋转式烤炉;如果成型设备的机械化程度高、产量大时,则可选用连续烘烤形式的隧道式链条炉。
3.3.1 箱式烘烤炉(图1-10-37) 箱式烘烤炉由角铁、钢板、保温材料、电热管等组成。炉壁外层为钢板,中间夹有保温材料,内壁则装有抛光不锈钢板,可增加折射能力,提高热效应,顶部开有排气孔,供排除烘烤中产生的水蒸汽。炉膛内壁上装有若干层支架,每层支架上可放置多只烤盘。电热管与烤盘为相间布置,分作各层烤盘的底火和面火。烤炉内装有温控元件,可控制电热管的开、关电源,从而控制炉温在一定的范围内。
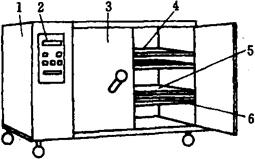
图1-10-37 箱式烘烤炉
1-外壳 2-控制板 3-门 4-上层支架 5-下层支架 6-电热管
这种炉型结构简单,占地面积小,造价也低。但电热元件与烤盘之间为固定位置,没有相对运动,所以烘烤产品易产生成色不匀的现象。
3.3.2 旋转式热风循环烤炉(图1-10-38) 为解决箱式烘烤炉食品与加热元件间无相对运动而造成的烘烤成色不均的问题,设计出了这种旋转式热风循环烤炉。
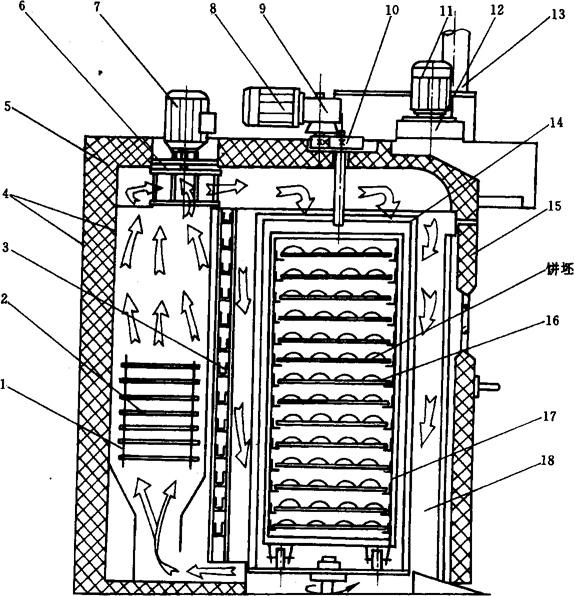
图1-10-38 旋转式热风循环烤炉
1-燃烧室 2-加热元件 3-喷水雾化槽道 4-箱体内外壳 5-保温层 6-热风循环用风机 7-热风循环电机 8-传动电机 9-减速器 10-传动齿轮 11-排风电机 12-排风机 13-排气管 14-旋转架 15-门 16-烤盘 17-烤盘小车 18-烘烤室
该烘烤炉主要由箱体、电(或煤气)加热器、热风循环系统、抽排湿气系统、喷水雾化装置、热风量调节装置、传动装置、旋转架、烤盘小车等组成。
工作过程:传动电机通过减速器和一级传动齿轮带动炉内的旋转架以及停放在旋转架上的烤盘小车匀速转动。通过1只循环风机将装有加热元件的燃烧室内的烘烤热风经送风道和若干个出风口送入烘烤室,然后再被送回燃烧室。通过这样热风的循环流动来达到烘烤食品的目的。在烘烤室内装有喷水雾化装置,可根据产品烘烤工艺要求,通过输水槽道进水遇热后雾化,以调节烘烤湿度,提高烘烤质量。烤炉里还装有排气系统,可根据需要排去烘烤室内的热蒸汽。
3.3.3 隧道式链条烤炉 这种炉型采用连续烘烤的方式,可配合机械化程度高的糕点生产用,从成型机出来的饼坯可以通过烤盘被连续地送入烤炉进行烘烤,烘烤完毕的成品被自动地送出烤炉。
有关隧道式链条炉的结构参见第1篇第10章第1节。