二片罐含气饮料灌装生产线
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第571页(7021字)
1 概述
在我国啤酒和软饮料行业中,包装容器采用铝罐易拉罐的二片罐灌装成套设备,以前全靠从国外进口。从80年代中期开始,我国轻工业机械行业开始试制二片罐灌装设备。在我国常用的二片罐有铝罐易拉盖和PET罐易拉盖。而采用最多的是铝罐易拉盖。本节主要介绍铝罐的二片罐含气饮料灌装生产线。
2 灌装工艺
易拉盖二片罐由于携带和开启方便,深受广大消费者的欢迎,因此发展很快,广泛用于啤酒、可乐、果汁类的含气饮料包装,灌装工艺流程基本一致。
2.1 二片罐灌装啤酒工艺流程(图2-2-11)

图2-2-11 二片罐灌装啤酒工艺流程
主要技术参数:
整线生产能力:100罐/min,300罐/min;
适用容器:铝质易开盖两片罐(GB9106-88);
灌装容量:355mL;
整线总功率:57kW,90kW;
整线占地面积:约300m2,600m2。
2.2 二片罐灌装果汁类含气饮料工艺流程(图2-2-12)

图2-2-12 二片罐灌装果汁类含气饮料工艺流程
主要技术参数:
整线生产能力:100罐/min,300罐/min;
适用容器:铝质易开盖两片罐(GB9106-88);
灌装容量:355mL;
整线总功率:61kW,90kW;
整线占地面积:约300m2,600m2。
3 关键装备
3.1 GDG20B灌装机
3.1.1 应用范围 适用于二片罐或三片罐灌装含气饮料或不含气饮料。
3.1.2 基本原理和主要结构(图2-2-13) 本机采用单室等压式灌装原理。空罐由输送带送入,通过不等距螺杆分罐后经拨轮送到转台的托罐座中央,空罐与转台一起回转时,升降气缸把空罐升至灌装阀的对中罩并建立密封,此时充气撞块拨动灌装阀上的拨叉,使位于灌装阀顶部的充气阀门打开,使罐内充气。当罐内的压力与料缸液面上的压力相等时,灌液阀门在弹簧的作用下打开,饮料液沿罐壁流入空罐内,当液面达到预定高度后,灌液自动停止。满罐与转台再回转时,使灌装阀上的拨叉复位,并由放气撞块顶住灌装阀的放气塞,使罐口的压力释放。升降气缸把在托罐座上的满罐降至最低位置,再由拨轮将满罐送入输送带。

图2-2-13 GDG20B灌装机结构图
1-进料管 2-主电机 3-不等距螺杆 4-输入带 5-气控箱 6-环形导轨 7-料缸 8-灌装阀 9-拨叉 10-电气操纵台 11-输出带 12-托罐升降气缸 13-转台 14-润滑装置
3.1.3 主要技术参数
生产能力: 100罐/min,120罐/min
灌装阀数量: 20
灌装进料压力: 0.2MPa
气源压力: 0.6MPa
背压气体: 净化空气
工作台面高度: 1150mm
电源: 3相,380V,50Hz
主电机功率: 2.2kW
机器外形尺寸: 1820mm×1944mm×1927mm(长×宽×高)
机器重量: 3575kg
罐规格: 二片罐 三片罐
罐容量 355mL 250~320mL
罐径 66mm 52.8~66mm
罐高 (122±0.3)mm (91±0.3)~(133±0.3)mm
液料温度 2~8℃(含气) <50℃(不含气)
3.2 FBG4封盖机
3.2.1 应用范围 适用于二片罐实罐与易开盖的密封封罐,也适用于三片罐实罐与易开盖的密封封罐或三片罐实罐与底盖的密封封罐。
3.2.2 基本原理和主要结构(图2-2-14) 本机采用实罐体旋转时卷边滚轮对罐体中心作径向移动,完成二重卷边达到实罐体与易开盖的密封封罐。实罐体由输送带送入,通过不等距螺杆分罐后经拨轮送到转台的托罐座中央。在拨轮上的送盖装置,当有实罐体进入拨轮,就有一只罐盖落在罐体上,无罐体则不落盖。当托罐座带实罐体一起回转时,凸轮使托罐座上升,使压帽把易开盖与实罐体压紧,带动二片罐绕本身的中心线旋转。此时卷边滚轮向罐盖靠紧,使罐体与罐盖上的翻边钩合,形成卷边过程。然后二道滚轮向罐盖靠紧,使罐体与罐盖更紧密钩合,完成卷边封盖。当转台再回转时,凸轮使托罐座下降,同时在压帽中心的顶杆在凸轮推动下,使二片罐与压帽脱开。再由输出拨轮将二片罐从托罐座上拨入输送带。

图2-2-14 FBG4封盖机结构图
1-电气箱 2-不等距螺杆 3-送盖装置 4-拨轮 5-滚轮 6-拨轮 7-主电机
3.2.3 主要技术参数
生产能力: 100罐/min,120罐/min
运转方式: 连续回转式
封盖工位: 4
电源: 3相,380V,50Hz
主电机功率: 4kW
工作台面高度: 1000~1200mm
机器外形尺寸: 2360mm×1180mm×1970mm(长×宽×高)
机器重量: 2700kg
罐规格: 二片罐 三片罐
罐容量 355mL 250~320mL
罐 径 66mm 52.8~66mm
罐 高 (122±0.3)mm (91±0.3)~(133±0.3)mm
3.3 SRL16A灭菌机
3.3.1 应用范围 适用于二片罐或玻璃瓶啤酒饮料的巴氏灭菌,也适用于三片罐果汁饮料的高温灭菌和聚酯瓶饮料的回温处理。
3.3.2 基本原理和主要结构(图2-2-15) 本机采用把灌封完毕的二片罐、三片罐或聚酯瓶等在常压下由输送带连续传送,经过三个不同温区的喷淋,达到杀菌的目的。在第一和第二温区喷淋水的加热形式是采用列管式加热器加热,其温度可根据不同的工艺要求进行任意调节,自动控制。第一温区为升温区段,第二温区为保温区段,第三温区采用常温水进行喷淋,使二片罐降温。在本机的进罐端设置-道防雾水帘,在出罐端的输送带上方设置压缩空气喷嘴段,吹干二片罐的积水。
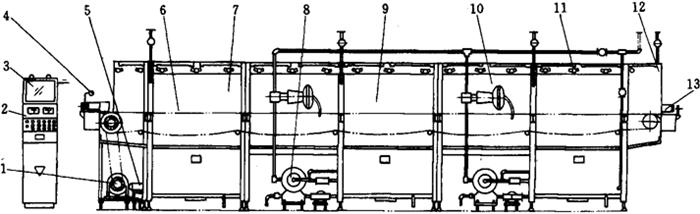
图2-2-15 SRL16A灭菌机外型图
1-主电机 2-电气箱 3-气控箱 4-吹干风帘 5-冷却水泵 6-输罐链板 7-第三温区 8-列管式加热器 9-第二温区 10-第-温区 11-喷淋头 12-防雾水帘 13-输罐带
3.3.3 主要技术参数
饮料类别: 啤酒,果汁类饮料
适用容器: 二片罐、三片罐、聚酯瓶、玻璃瓶
容器高度: <300mm
生产能力: 送罐线速度有三种(表2-2-3)
喷淋水温度: 第一、第二温区≤90℃,任意设定(表2-2-4)
输入蒸汽压力: 0.25~0.5MPa
控制阀后端压力: 0.15MPa
蒸汽消耗量: 147.35万kJ/h
水消耗量: 约4m3/h,0.2MPa
压缩空气消耗量: 约2.5m3/h,0.3MPa
电源: 3~380V,50Hz
总功率: 20kW
机器外形尺寸: 7600mm×2400mm×1690mm(长×宽×高)
机器重量: 5916kg
表2-2-3

表2-2-4

3.4 其他装备的选用原则
整线的其他设备是配合主要设备来完成二片罐含气饮料灌装工艺。各设备简单介绍如下。
3.4.1 JCG1420/1120卸垛机 该机是把集装箱堆垛包装的二片罐罐体,逐层提升卸垛推向集罐平台。
堆垛罐体底板尺寸: 1420mm×1120mm(长×宽)
罐体堆垛高度: 2250mm
生产能力: ≥180罐/min
3.4.2 VSP13集罐平台
该机是把平台上的罐体以单行排列进入输送带。
集罐面积: 2.5m2
输出罐体量: >120罐/min
3.4.3 PG115喷淋机二片罐或三片罐空罐在滑道中,通过自重下滑翻身,无菌水喷淋清洗罐内壁,空罐翻身复原,使罐口朝上进入输送带。
喷淋头水压: 0.2MPa
输出罐体量: >120罐/min
3.4.4 UJY150液位检测机 该机采用非接触式检测二片罐或三片罐实罐的容量。利用低能光子源与被测物相互作用后,射线强度随检测物液面位置而变化的原理,用Z80微机进行自动分析,由数字显示合格的罐头累计数和不合格罐头的累计数,并能自动剔除不合格的罐头。
检测速率: >120罐/min
有罐和无罐的最小时间宽度40ms
静态测量液面精度: 1mm(被测液为水)
使用环境温度: 0~40℃
相对湿度: ≤95%
3.4.5 CODEBOX2自动清洗型喷墨射印机 该机采用非接触式喷印生产日期、批号、条形码和其他标识符。还可为用户专门制作商标图案,中文字样。本机的基本原理是把带电荷的墨水微粒由高压静电场偏转,其排列的点阵图案即所需要打印的字母、数字或文字,字体高度可由1.2mm至13mm,而整个打印过程由电脑控制。
喷印功能: 以7*5点阵双行喷印,508字符/s,
在流水线上最高可达1500瓶/min
3.4.6 BFG4裹包机 该机是把装于纸板托盘中的24听二片罐,推入中间折叠的两层热收缩薄膜之间,再连同薄膜送至封切部位,进行密封切断后送入输送带。
适用薄膜: PE、PVC薄膜
厚度0.03~0.08mm 宽度540mm
生产能力: 4箱/min
3.4.7 BS400收缩包装机 该机是把已裹包好收缩薄膜的盒状物,由输送带送进有热空气循环的热收缩室,使薄膜收缩紧贴住包装物,然后经冷风机冷却而完成包装。
烘道最大尺寸: 1400mm×500mm×140mm(长×宽×高)
烘道最高温度: 200℃
输送带速度: 1.64~9.4m/min