制盖成套装备
出处:按学科分类—工业技术 中国轻工业出版社《中国食品与包装工程装备手册》第694页(3567字)
本章第2节主要介绍三片罐中的罐身加工装备。本节主要介绍三片罐中的罐盖及罐底的加工机械。
罐盖根据金属包装的需要分为基础盖及易开盖两大类。罐底根据不同需要分为普通底盖及压力喷雾底盖两类,它们的工艺及所需的加工装备均不同。
1 基础盖成套装备
1.1 用途及工艺流程
1.1.1 用途 用于普通食品罐的罐盖及罐底,用于易开盖金属容器的罐底。
1.1.2 工艺流程 参见本章第2节图2-10-1。
1.2 关键装备
1.2.1 圆刀切板机 该机能完成各种罐盖料片的下料工作。
该机由电动机通过三角皮带及齿轮副传至2根装刀主轴,带动圆盘刀和挂胶轮旋转。被剪金属薄板放在工作台上,由人工送料进行剪裁。
该机主要由床身、传动、圆盘刀、工作台、导向板、集料器及电气等组成。
1.2.2 35t自动冲床(图2-10-5)
35t自动冲床主要用于冲压凹凸深度较浅的普通尺寸的罐盖和罐底。
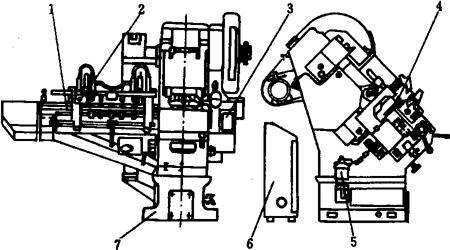
图2-10-5 35t自动冲床
1-贮料架 2-吸料嘴 3-排料装置 4-打盖器 5-润滑 6-电气 7-机架
工作原理:将贮料架1中的条料,由吸料嘴2周期地吸出1张,由刮料爪把条料刮到送料架上的输送轨道中,由送料滑板上的推料爪以步进方式向冲压方向送料,经冲模冲压工件,由打盖器4准确抛出罐盖。条料剩余的废料由排料装置3排除,完成自动冲盖工作。
该机主要由机架、贮送料机构、除废料装置、打盖器、润滑系统及电气控制等部分组成。该机只要更换各种型号的模具,即可得到不同型号的罐盖。
1.2.3 圆边机(图2-10-6) 圆边机为35t自动冲床的附属设备,安装在冲床之后。主要用于将自动冲床冲压的罐盖,均匀、平稳地送入圆边机的进料槽,自动完成圆边,最后成形输出。
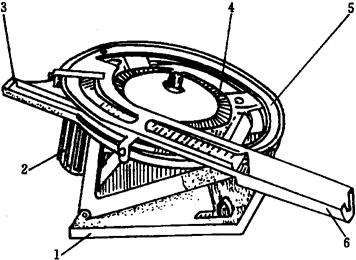
图2-10-6 圆边机
1-机座 2-电机 3-进盖槽 4-内模 5-外模圆盘 6-出盖槽
该机由电动机通过三角皮带传动旋转的内模和固定的外模,将罐盖边卷成规定的形状。
该机由机座、进盖槽、出盖槽、内模、外模圆盘等组成。
1.2.4 注胶机(图2-10-7) 注胶机为自动注胶设备,供圆罐罐盖、罐底浇注氨水胶用。
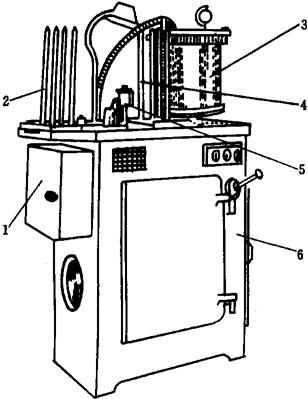
图2-10-7 注胶机
1-电气 2-集盖杆 3-盛胶桶 4-罐盖圆杆 5-注胶装置 6-机座
该机将罐盖以集装方式放置在罐盖圆杆4内,通过机械分盖、送盖、注胶后,由拖板送出。送出时可以集装取出,亦可以单盖送出。
该机由机座、传动、分盖、送盖、盛胶桶、注胶等部分组成。电动机通过三角皮带传动摩擦片离合器,再经齿轮减速带动各部分。
1.2.5 罐盖烘干机(图2-10-8) 罐盖烘干机系隧道链网式烘干设备,供氨液胶罐盖烘干硫化之用。
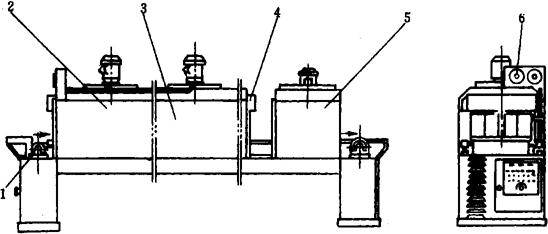
图2-10-8 罐盖烘干机
1-输送机构 2-预烘装置 3-烘干箱体 4-烘干装置 5-冷却箱体 6-电气
该机工作原理是将涂好胶液的罐盖成叠地、平稳地放在链网式输送带上,并缓慢地带入烘房隧道,罐盖经过预烘、硫化、冷却等工序后输出。
该机由输送机构、减速器、预烘电热装置、离心风机、烘干箱体、烘干电热装置、冷却箱体、电气控制等部分组成。
1.2.6 自动波形剪板机 自动波形剪板机是与自动双模冲盖机配套使用的下料机床。
该机是用真空吸料嘴自动从贮料架中将马口铁单张吸取,送至输送链挡块前端,再由挡块推送到龙门剪处,由波形状剪刀剪切马口铁。由于采用波形剪切刀,制件排列合理,使冲盖能节约材料7%~12%。同时精度高,生产效率亦高。
该机由料架、真空吸料装置、输送结构、剪切装置、传动及电气等部分组成。该机设有“双张超载保险装置”,使设备使用更为安全。
1.2.7 自动双模冲盖机 自动双模冲盖机系冲压式自动制盖设备,供冲制镀锡薄钢板罐盖薄料和成型用。采用双模冲盖。
该机是将波形条料贮放在贮料架上,由真空吸嘴自动从贮料架中将波形条料单张吸出,刮料板将波形条料送进输料槽,再由推爪进行间歇送料。当一条波形条料冲完后,废料由排废料机构进行排除,由双模冲制的盖经2组圆边机分别进行圆边。
该机由床身、主传动、滑块、打盖器、贮料架、自动吸送料及其传动、废料排除装置、自动润滑、双模具、电气、圆边机构等组成。该机设有双张、双盖超载保险装置,实现全自动生产。
2 小开口易开盖成套设备
2.1 用途及工艺流程
该装备用于饮料罐的罐盖(主要是铝合金材料的罐盖)制造。
小开口易开盖成套设备工艺流程(图2-10-9):
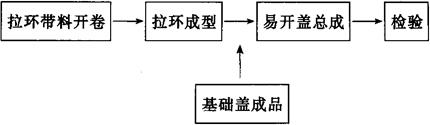
图2-10-9 小开口易开盖成套设备工艺流程图
2.2 易开盖制作关键装备
2.2.1 全自动旋转展卷机 全自动旋转展卷机安装于易开盖拉环冲床前,为冲制拉环带料开卷。
该机的基本原理是将冲制易开盖拉环的带料围成盘状放在展卷机的转盘上,转盘由电机、减速器带动旋转。它由一摆锤来控制,当带料拉动摆锤摆动后,转盘即开始转动开卷,随着摆幅的增大,转盘的速度亦加快。当摆幅到达极限位置时,开卷机发出信号控制下道工序的冲床停机。而转盘继续运转,此时摆锤恢复正常运转位置。若冲床停机即不需输送带料时,摆锤会停到初始位置,转盘也随之停转。
该机主要由机座、平衡锤、展卷机头、立柱、圆形转盘、支架、电机及托板、减速器等组成。
2.2.2 高性能开式冲床 高性能开式冲床主要用于易开盖拉环的冲制,也可用于冲孔、落料、弯曲和浅拉伸等冷冲压工作。
该机的基本原理及主要结构与普通的开式冲床一样,主要是滑块行程小,装有一套多工位易开盖拉环模具,在电气上与展卷机联锁,完成拉环的制作。
2.2.3 8工位专用机床 8工位专用机床为易开盖生产线的主要设备,专门为易开盖的冲制、铆环而设计的专用机床。
该机由8个工位组成,每个工位有一对模具及机械手,先将基础盖放在集盖器中,由分盖器,将基础盖送入机械手,机械手带着基础盖转到8个工位,分别完成定位、起泡、反拉伸、拉环入位、初铆、终铆送出等工序。
该机主要由上箱、滑块、左右立柱、工作台、左右底座、转动钳(机械手)、八分度箱、传动机构、进料机构、平衡气缸、润滑等部分组成。