复合纸盒
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第675页(3349字)
(一)构造与材质
果蔬汁及清凉饮料用的复合纸盒是聚乙烯复合纸容器,复合纸结构一般由7层组成,从内至外分别是聚乙烯(两层,>40μm)、铝箔(7~10μm)、聚乙烯、纸板、印刷油墨、聚乙烯(或蜡层,15~20μm)。分述如下。
1.原纸
包装液体用的纸容器选用高强度纸板,漂白或不漂白。原纸厚度和纸浆材料根据容器种类和尺寸有所不同,例如容量500~1000mL的Pure-pak大型纸盒,定量(每平方米纸的克数)为300g/m2,而且以长纤维、刚度高的针叶树的原浆为主,以防纵长结构在保存过程中盒身鼓胀,有损外观。而对于150~200mL的Tetra-pak等小型纸盒,容器质软,可选用定量10~130g/m2的薄纸板,并可混用阔叶树的纸浆。
纸盒原纸禁止使用荧光染料等材料。
2.聚乙烯(PE)
食品容器应选用无添加物、黏接性等加工特性好、相对密度为0.917~0.925的低密度聚乙烯(LDPE),而且加工时应注意其均匀性、膜黏接性、密封性和臭气等问题,选择最适合容器制造的树脂,低密度聚乙烯性质参见表3-4-1。复合聚乙烯的厚度,内面为40~60μm,外面为10~30μm。
表3-4-1 低密度聚乙烯性质
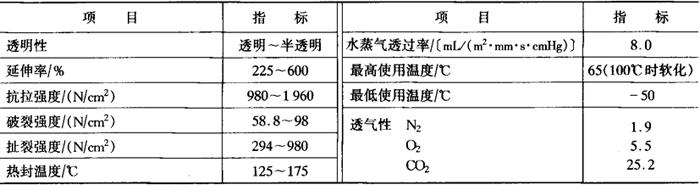
注:1cmHg=1333.3Pa
3.铝箔
铝箔的主要性质如下。
(1)反射率 铝箔用于包装的理由之一是其具有反射热射线的性质,铝箔可以防止紫外线的不利影响,长期保存食品不变质。
(2)防湿性 铝箔有较好的防湿性,但防湿性和防水性与铝箔的针孔数有关。美国Alcoa公司的试验表明,包装用9μm厚的铝箔,平均透湿度[g/(m2·24h)]为4.9,而13μm聚乙烯复合纸透湿度为40~50,90μm聚乙烯膜为0.7。
(3)针孔 铝箔惟一缺点是存在针孔(Pin hole),25μm以下厚度的铝箔不可避免会出现针孔。广泛使用的9μm厚的铝箔每平方米针孔数约400个,7μm厚的为1000个以上。
如表3-4-2所示,铝箔厚度增加时,针孔发生率降低,可靠性高,但成本也高,从经济性和安全性方面考虑,用于聚乙烯复合纸的铝箔厚度一般为7~10μm。
表3-4-2 铝箔厚度与针孔发生率

(二)复合纸盒种类
复合纸盒的成型方式一般有两种,一种是由纸盒成型机预先制成折叠式扁纸盒,使用时再展开成型,杀菌后进入灌装机。这类预成型纸盒(Precut carton)有美国的Pure-pak,德国Bloc-pak等。另一种方式是从原料卷板开始,杀菌、成型、灌装、密封,均在一台包装机内完成,这类纸盒统称后成型纸盒(Post formed carton),有瑞典Tetra-pak和Tetra-brik等,各种纸盒形状见图3-4-1。

图3-4-1 主要复合纸盒形状
1.Tetra-pak(瑞典)
Tetra-pak俗称利乐包,分有四角包(Tetra-pak)和砖型盒(Tetra-brik),都是采用无菌包装的纸盒容器。包装材料为卷筒纸板,经过双氧水杀菌后成型为筒状,纵向密封,加热杀菌、灌装,横向封口和摺叠而成,满量灌装。当纸盒两个横向封口成垂直位置时即成四角(四面)纸盒。
2.Bloc-pak(德国)
这种屋顶形长方体纸盒具有支承结构,强度好,耐冲击,也容易堆积,保存性好。灌装口有3种形式:铝箔片、吸管孔、利用冲孔部分或全部开口,根据用途选择。纸盒容量180~1000mL,共8种规格。Bloc-pak用途很广,根据开口形式和铝箔复合层,可分别用于牛乳、乳饮料、乳酸菌饮料、果蔬汁饮料(碳酸类饮料除外),还可用于奶油、布丁等半固形物。
Bloc-pak包装机包括纸盒成型、灌装、密封和装箱,全部自动化,1人可以操作4台机器。预成形纸盒一次500个放入盒仓内,用完可不断补充。利用真空将扁平纸盒从盒仓内取出,展开成方柱形,将底折成平面密封,因此底部强度较大。采用活塞式强制灌装方式,改变活塞行程就可改变灌装量。灌装时,灌装嘴几乎降至空盒底部,利用活塞将与灌装嘴一体的定量筒内的饮料强制压出。灌装嘴与液面保持一定距离,不会出现起泡现象,灌装后灌装嘴拉出。灌装后将纸盒上部折成特殊的屋顶形,并进行密封。封口部分打上生产日期和代号。生产能力180~500mL为3600盒/h;540~1000mL为3000盒/h。
3.Pure-pak(美国)
Pure-pak这是另一种屋顶形预成型纸盒,较高,稳定性不及Bloc-pak。
4.E-pak(德国)
E-pak是E-pak公司开发的类似Tetra-pak的纸盒,纸盒材料原由聚乙烯、纸板、聚乙烯构成,以后用聚偏二氯乙烯(PVDC)或贴合铝箔以取代聚乙烯层。E-pak用于无发泡性液体,例如牛乳、果汁以及黏性液体的包装。E-pak包装机有两种形式,一种是J型,设备小巧。原料纸板为卷筒纸(每卷700m),横向移动折叠,用紫外线杀菌,上侧二折成为灌装口,利用光电机构在一定的印刷间隔内进行两侧密封后,切断成袋状,然后用成型机构成型为盒状,送入灌装机,用定量泵定量灌装后进行顶封和折叠密封。
另一种为H型,卷筒纸垂直移动,紫外杀菌后纵向两折,成型管密封侧面后,横向移动,通过光电机构时进行底部密封和分切,然后从成型机移向灌装机,经过旋转式灌装机构灌装后,进行顶封和折叠密封。
E-pak包装机采用热灌装方式,E-pak包装机自动完成从容器成型、灌装直至密封的整个过程,包装后进行冷却。生产能力J型机最1000~1200个/h,H型机最高3200~3600个/h。我国仿制的这种纸盒包装机详见图2-1-57。
5.Combibloc(德国)
Combibloc(康美盒)又称PKL纸盒,为预成型盒,灌装折叠过程包括盒身成型→底部加热折叠成型→顶部预折→过氧化氢消毒→烘干→灌装→消泡→超声波密封→印码。康美盒不采取满装方式,纸盒内部有顶隙,在灌装某些产品时可以充氮或注入蒸汽。康美盒纵向密封与Tetra-pak不同,不用塑料封条。纸盒四角坚挺,底部平稳,容量有200、250、500和1000mL。康美盒可以进行无菌包装,也可采用非无菌包装,灌装量由槽内探测器和气动进料阀控制。包装机生产能力:CA606A6000盒/h,标准容量为200、250和500mL。CF7066300盒/h,标准容量200、250mL。