易开盖三片罐(摘自GB/T17590)
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第1034页(8223字)
(一)范围
本标准规定了易开盖三片罐的要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于以镀锡(铬)薄钢板、铝合金薄板为原材料用以灌装非充气饮料、食品,经密封杀菌后达到商业无菌要求的易开盖三片罐的制造、使用、流通和监督检验。
(二)定义、符号
1.定义
本标准采用GB/T13040的定义和下列定义。
(1)易开盖三片罐(three-piece can with easy open end) 分别将易开盖、底盖和罐身连接而成的金属涂料罐。
(2)焊缝补涂罐(striped can) 对涂料罐焊缝补涂的罐。
(3)全喷涂罐(sprayed can) 对焊缝补涂罐内壁进行全喷涂的罐。
(4)飞溅点(splash point) 移动焊接时,焊温过高,使焊点中心温度达到或超过铁的熔点,熔融金属被挤压抛出的形成物。俗称毛刺。
(5)冷焊(cold welding) 焊温过低时,被焊两薄钢板未能达到塑熔(仅锡被熔融)状态的焊接。俗称假焊或虚焊。
(6)孔洞(pin hole) 焊接时,热熔的镀锡薄钢板因冷却速度较镀锡薄钢板收缩为慢,而形成的穿透性孔隙。
(7)击穿(puncture) 焊缝中个别焊点,由于焊接电流突然过大(如因残留涂膜等引起),而使该点被熔化穿孔。
(8)漏焊(miss-welding) 焊缝中一个或一个以上焊点无电流通过。
(9)补涂带(stripe) 以辊涂、喷涂、流涂或静电喷涂方式,在焊缝及其两侧覆盖的防蚀涂层。
(10)内涂膜完整性(enamel rate) 以缺陷电流表示。因原材料及加工工艺不当,导致内涂膜表面出现不应有的微孔而引起的电流。
2.符号
罐体:
D——罐身标称直径。
d——罐颈内径。
H——罐体高度。
B——翻边宽度。
易开盖、底盖:
D1——钩边外径。
b——钩边开度。
c——埋头度。
h——钩边高度。
(三)分类
1.罐体
(1)按罐型分类 分为缩颈罐和竖圆罐,见图5-4-8。

图5-4-8 易开三片罐
(2)按罐体结构分类 分为封易开盖罐和封底盖罐。
2.易开盖
(1)按材料分类 分为铝合金薄板易开盖和镀锡(铬)薄钢板易开盖。
(2)按结构分类 分为拉环式、留片式和全开式易开盖,见图5-4-9。

图5-4-9 易开盖
3.底盖
按材料分为镀锡(铬)薄钢板和铝合金薄板底盖,见图5-4-10。

图5-4-10 底盖
4.易开盖三片罐规格代号示例

(四)技术要求
1.基本要求
(1)产品应符合本标准要求,并按规定程序批准的图样、技术文件制造。
(2)原材料需经检验合格方可使用。
(3)产品灌装的内容物不同,对内涂膜及密封胶理化性能要求各异,生产方应向需方提供样品罐做耐装试验,并取得确认。
(4)对产品规格、性能和验收有特殊要求时,应由供需双方商定,并列入合同。
2.原材料
(1)镀锡薄钢板 应采用符合GB/T2520规定的镀锡薄钢板,作为罐身、底盖及易开盖的材料,其外观质量符合GB/T2520中1组规定。
(2)镀铬薄钢板 其镀铬层中,最小平均金属铬层质量为30mg/m2,水合氧化铬层为5mg/m2;其外观质量参照GB/T2520中1组规定。
(3)铝合金薄板 应采用有适当抗拉强度、屈服强度、延伸率及厚度的铝镁合金薄板,作为易开盖及底盖的材料。
(4)低碳钢冷轧钢带 应采用表面光亮,有适当的抗拉强度、延伸率及厚度的低碳钢冷轧钢带,用作镀锡(铬)薄钢板易开盖的拉环材料,其质量符合GB/T3526规定。
(5)环氧酚醛型涂覆的镀锡(铬)薄钢板 其涂膜量、附着力、抗冲击性能应符合GB/T8230规定。
(6)密封胶 应采用符合食品卫生要求、适合相应内容物特性的密封胶。
(7)内涂膜 产品的内涂膜应符合有关的食品卫生要求。
3.罐体
(1)罐体的主要尺寸和极限偏差 应符合图5-4-9和表5-4-13的规定。
表5-4-13

*罐体内径仅为工艺尺寸。
(2)二重卷边封口结构 应符合表5-4-14的要求。
表5-4-14

(3)罐体外观质量
①罐体无变形、翻边完整、无明显伤蚀、无污染、无异味。
②二重卷边光滑均匀,卷边部位不得有快口、假卷和大塌边,也不应有卷边不完全、卷边牙齿、铁舌、跳封、卷边碎裂、填料挤出、锐边、垂唇、双线等缺陷。
③焊缝平整光滑,不得有冷焊、孔洞,焊缝内侧不应有飞溅点,焊缝端部拖尾和错位之和不大于0.5mm,补涂完整。
④印刷的图案清晰、完整、光洁、无变形,条形码应符合有关标准规定。
⑤内外涂膜均匀光滑、完整、清洁。
(4)罐体内外涂膜性能
①经100℃涂膜固化试验后,内涂膜无泛白、剥离、脱落,外涂膜无明显失光、剥离、脱落,印刷图案无明显褪色。
②根据内容物特性及杀菌工艺要求,罐体和盖经100℃或121℃耐蚀试验后,其内涂膜无泛白、剥离、脱落和明显腐蚀。
③根据灌装内容物的特性,应采用不同的涂膜量和不同品种的涂膜,并确定是否采用全喷涂。
④罐体内外涂膜量应符合表5-4-15的规定。
表5-4-15

⑤焊缝外补涂带完整性,经试验后应无线状腐蚀或密集腐蚀点。
(5)罐体的主要性能应符合表5-4-16的规定。
表5-4-16

4.易开盖、底盖
(1)易开盖、底盖的主要尺寸和极限偏差应符合图5-4-11和表5-4-17的规定。

图5-4-11 易开盖、底盖主要尺寸示意图
表5-4-17

(2)易开盖、底盖外观质量
①结构应完整无缺,钩边不得有明显皱折及变形。
②盖应清洁,内外涂膜完整。
③密封胶完整、均匀。
(3)易开盖、底盖主要性能 应符合表5-4-18的规定。
表5-4-18

(五)检验方法
1.外观检验
采用目视检查。
2.主要尺寸检验
罐体、易开盖、底盖主要尺寸,用专用或通用量(仪)具测量,量(仪)具的读数值不大于0.01mm。
3.二重卷边封口结构检验
迭接长度、迭接率、紧密度按GB/T14251检验。
4.罐体内涂膜完整性检验
使用读数值不大于0.1mA、工作电压为直流6.3V的内涂膜完整性测试仪,罐体接正极,在罐内加20g/L硫酸钠溶液,液面距罐口3mm,插入不锈钢棒接负极,读取第4秒的内涂膜缺陷电流值。
5.易开盖、底盖内涂膜完整性检验
(1)铝合金薄板易开盖和底盖的内涂膜完整性检验,使用读数值不大于0.1mA、工作电压为直流6.3V的内涂膜完整性测试仪,用10g/L氯化钠溶液进行测试,读取第4秒的内涂膜缺陷电流值。
(2)镀锡(铬)薄钢板的易开盖和底盖内涂膜完整性检验,使用读数值不大于0.1mA、工作电压为直流6.3V的内涂膜完整性测试仪,用20g/L的硫酸钠溶液进行测试,读取第4秒的内涂膜缺陷电流值。
6.密封胶干膜质量检验
使用感量为0.001g的天平,对已注胶的盖称重为W1,除去密封胶,烘干后称重为W2,密封胶干膜质量W=W1-W2。
7.易开盖启破力、全开力检验
使用读数值不大于1N的启破力、全开力测试仪对盖进行检验,读取拉环开启瞬间和拉环完全脱离时的最大值。
8.易开盖及底盖耐压强度试验
使用读数值不大于10kPa的盖耐压强度测试仪,对盖缓慢升压至150kPa(表压),保压1min,卸压后观察盖有否永久变形。
9.易开盖及底盖密封性试验
在进行底盖耐压强度试验过程中,观察试样有否泄漏现象。
10.罐体耐压强度试验
将罐体浸入水中,罐内充入压缩空气缓慢升压至1.50kPa(表压),保压1min,卸压后观察罐体有否永久变形。
11.罐体密封性试验
在进行罐体耐压强度试验时,观察罐体有否泄漏现象。
12.内外涂膜质量检验
(1)内外涂膜固化试验 将罐体或盖整体放入蒸煮锅中,加入蒸馏水浸没试样,加温至100℃,恒温30min后取出,待冷却后目视检查。
(2)内涂膜耐蚀试验 根据内容物的特性及杀菌要求将罐体或盖浸没于盛有表5-4-19所列相应试验溶液的密闭容器中,按相应条件进行试验,经试验后,目视检查。
表5-4-19

(3)内涂膜量测定 内涂膜量用精度为0.5g/m2的电子测厚仪测定;也可按GB/T8230规定的方法进行测定。
(4)外补涂带完整性试验 将焊缝外补涂带浸入20%硫酸铜、10%盐酸溶液中,2min后取出试样,目视检查。
13.易开盖开启可靠性试验
用手或简单工具开启经固化试验的易开盖。
(六)检验规则
1.产品质量
按本标准规定的指标及测试方法,依照GB/T2828中的4.8.3条进行抽样检验。生产厂质量部门应按本标准的规定对产品进行检验,并出具合格证。
2.出厂检验
按同批交货的同品种、同规格的产品为检验批。
3.易开盖三片罐检验
分出厂检验和型式检验。
(1)出厂检验 主要尺寸、封口结构、耐蚀性、内涂膜量和内涂膜完整性为出厂检验项目,出厂检验按相应的检验方法进行。
(2)型式检验 本标准中技术要求1~4条为型式检验项目,检验时应按表5-4-20、表5-4-21、表5-4-22、表5-4-23和表5-4-24所列的规定及相应的检验方法进行。
表5-4-20 易开盖、底盖外观缺陷分类

表5-4-21 罐体外观缺陷分类

表5-4-22
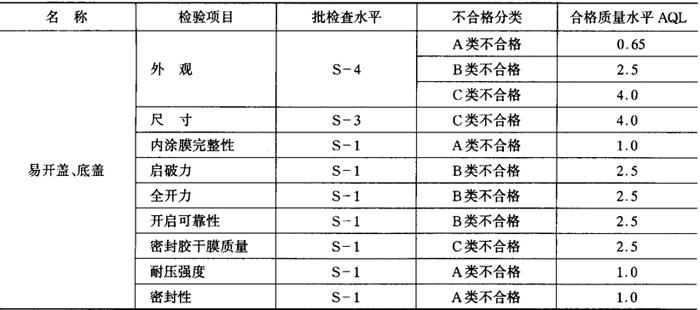

表5-4-23

表5-4-24

产品有下列情况之一时应进行型式检验:
①新产品或老产品转产试制定型鉴定;
②当结构、材料、工艺改变,可能影响产品性能时;
③正常生产,每半年进行一次检验;
④长期停产后,恢复生产时;
⑤出厂检验结果与上次型式检验有较大差异时;
⑥国家质量监督机构提出进行型式检验的要求时。
4.验收
用户有权按表5-4-18至表5-4-22所列的规定或订货合同进行检验。产品到达用户后,用户应进行验收。验收结果如不合格数超过规定数时可以拒收,但允许把有缺陷的产品剔除后再次提交验收,其合格程度不变,仍不合格时则判定为该批不合格。
(七)标志
1.罐体
应有生产厂家的标记。
2.产品包装侧面
应有产品检验合格证和有关标志,标志应符合GB191的规定。合格证上应有生产厂家标记和名称、产品名称、产品规格、生产编号、生产日期、数量等。
(八)包装
应满足集装化运输要求,包装材料应清洁、干燥,不允许有异味和污染等。
1.易开盖、底盖包装
(1)易开盖、底盖采用中性纸包装袋包装。
(2)易开盖、底盖装袋后用纸箱或托盘包装,用纸箱包装的要封闭箱口。用托盘包装的,外加捆扎带和塑料薄膜包装。
2.罐体包装
罐体采用托盘包装。包装罐数及层数由供需双方商定,层与层之间用中性纸板隔开,外加捆扎带和塑料薄膜包封。
(九)运输
运输工具应清洁、干燥,不允许有异味、污染。装运时应避免雨淋、曝晒、受潮及损毁。
(十)贮存
(1)产品应贮存在通风、干燥、清洁的库房内,避免阳光直接照射。
(2)在正常贮存条件下,产品保质期为两年。