焊接热影响区
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第48页(6357字)
在焊接热源的作用下,焊缝两侧发生组织性能变化的区域叫做“热影响区”,或称“近缝区”。在熔化焊条件下,焊接接头是由两个相互联系,而其组织性能又有区别的两个部分所组成,即焊缝区和热影响区。实践表明,焊接质量不仅仅决定于焊缝,同时还决定于热影响区,有时热影响区存在的问题比起焊缝还要复杂,这一点在焊接合金钢时特别明显。
1.焊接热循环
(1)焊接热循环的意义:焊接过程中热源沿焊件移动时,焊件上某点的温度随时间由低而高,达到最大值后,又由高而低的变化,称为焊接热循环。它描述了焊接过程中热源对该点母材金属的热作用。显然,在焊缝两侧距焊缝远近不同的各点,所经历的热循环是不同的,距热源越近的各点,加热达到的最高温度越高,由此可见,焊接是一个不均匀的加热和冷却过程,这种过程必然会造成热影响区组织和性能的不均匀性。焊接接头示意图和焊接热循环示意图分别见图2-7和图2-8。
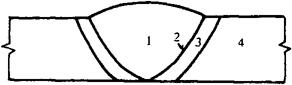
图2-7 焊接接头示意图
1-焊缝 2-熔合区 3-热影响区 4-母材

图2-8 焊接热循环曲线
(2)焊接热循环的主要参数:描述焊接热循环的主要参数有加热速度、加热的最高温度、相变温度以上停留时间和冷却速度。
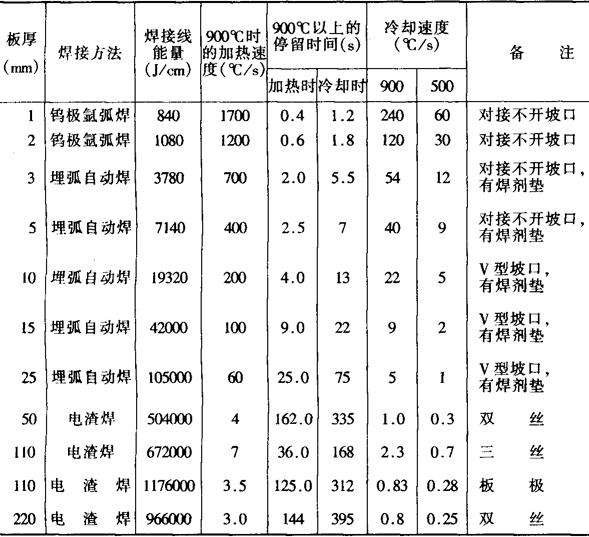
单层电弧焊和电渣焊低合金钢时热影响区的热循环参数见表2-6。
表2-6 单层电弧焊和电渣焊低合金钢时热影响区热循环参数
(3)影响焊接热循环的因素:
1)焊接规范和线能量:电弧焊时的焊接规范如电流、电压、焊接速度等,对焊接热循环有很大影响。其他条件不变时,电弧功率(IU)越大,加热范围越大;电弧功率不变,焊接速度快时,加热时间缩短,加热范围变窄,冷却得快;焊接速度慢时则相反。因此,采用线能量这一单位可以综合性描述焊接电流、电弧电压和焊接速度三个规范参数对热循环的影响,即

式中I——焊接电流(A);
U——电弧电压(V);
V——焊接速度(mm/s);
q——线能量(.J/mm)。
线能量q是单位长度焊缝内输入的焊接热量,线能量增大时,热影响区宽度增大,高温区域增宽,高温停留时间加长,冷却速度减慢。
生产实践中,根据焊件结构、成分等具体条件,在保证焊缝成形良好的前提下,适当调节焊接规范,以合适的线能量焊接,可以保证焊接接头具有良好的性能。
2)预热和层间温度:焊接有淬硬倾向的钢材或厚大结构焊接时,往往需要焊前预热。预热的主要目的是为了降低焊接接头的冷却速度,从而减少淬硬倾向,防止冷裂纹,同时,预热可以减少焊接残余应力。预热对冷却速度的影响见表2-7。
表2-7 预热对焊接热循环的影响
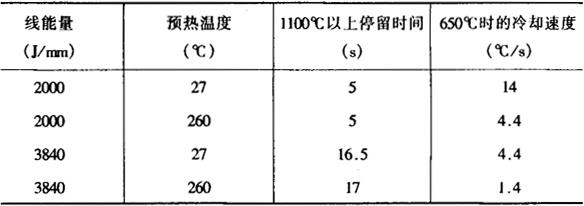
从表中可以看出,预热能够降低冷却速度,但基本上又不影响高温停留时间,比较理想。所以焊接具有淬硬倾向的钢材,降低冷却速度、减小淬硬倾向的主要工艺措施,是进行预热,而不是增大焊接线能量。
层间温度是指多层多道的焊接过程中,后道焊缝开始焊接时,前道焊缝的最低温度。对于要求预热焊接的钢材,一般层间温度应等于或略高于预热温度。控制层间温度也是为了降低冷却速度,并可促使扩散氢逸出焊接区,有利于防止产生裂纹。
3)其他因素的影响:板厚、接头型式和材料的导热性对焊接热循环也有很大的影响。板厚增大时,冷却速度增大,高温停留时间减小。角焊缝比对接焊缝的冷却速度大,例如,当板厚为12mm时,角焊缝的冷却速度是对接焊缝的3~4倍。
2.焊接热循环条件下的金属组织转变特点
从基本原理来看,焊接条件下的组织转变与热处理条件下的组织转变是一致的,新相的形成过程和组织转变过程的动力条件都符合经典的结晶理论。但是,焊接条件下的热循环有其自身的特点和规律,在组织转变上必然与热处理工艺条件下的表现不同。因此,根据焊接热循环的特点,建立焊接条件下的金属学理论,研究焊接接头的相变机理和组织转变规律,更具有实际的指导意义。
焊接作为一门热加工工艺,其本身的特点如下:
加热的温度高:一般热处理情况下,加热温度都不超过Ac3以上100~200℃,而在焊接时,近缝区熔合线附近可接近金属的熔点,对于低碳钢和低合金钢来讲,一般都在1350℃左右。显然,二者相差甚大。
加热的速度快:焊接时由于采用的热源强烈集中,故加热的速度比热处理时要快得多,往往超过几十倍甚至几百倍。
高温停留时间短:焊接时由于热循环的特点,在Ac3以上保温的时间很短(手工电弧焊约为4~20s,埋弧焊约30~100s),而在热处理时可以根据需要任意控制保温时间。
自然条件下连续冷却:焊接过程中,一般都是在自然条件下连续冷却,个别情况下才进行焊后保温或焊后热处理。
局部加热:焊接加热一般只集中或局限于焊接区,并且随热源的相对移动,被加热区也在随之移动。因此焊接区的组织转变是在应力作用下进行的,并且这种转变的过程是不均匀的。
(1)焊接时加热过程组织转变的特点:焊接时加热的速度很快,各种金属的相变温度比起等温转变时发生很大的变化。对于低碳钢和低合金钢焊接时,不同焊接方法的加热速度如表2-8所示。
表2-8 不同焊接方法的加热速度

由金属学的原理可知,加热时由珠光体、铁素体转变为奥氏体的过程是扩散性重结晶过程,需要有孕育期。在快速加热的条件下,来不及完成扩散过程所需的孕育期,必然会引起相变温度的提高。加热速度越快,被焊金属的相变点4c1和Ac3的温度越高,而且两者之间的温度差越大。钢中含有较多的碳化物形成元素时,随加热速度的提高,相变点Ac1和Ac3有更为显着的提高。
加热速度除对相变温度有影响外,对已形成的奥氏体的均质化过程也具有重要的影响。由于奥氏体的均质化过程是属于扩散过程,因此加热速度快和相变以上温度停留时间短,都不利于扩散过程的进行,因而均质化的程度很差。这一过程也必然会影响到冷却过程的组织转变。
(2)焊接时冷却过程组织转变的特点:由于焊接条件下焊接接头所经历的热过程与热处理条件下有显着不同,冷却过程的组织转变也必然会有很大的差异。因为,焊接热影响区熔合线附近是整个焊接接头的薄弱地带,该区的冷却过程组织转变往往是需要关注的焦点。
以下以45钢和40Cr钢在焊接条件下和热处理条件奥氏体转变的不同特点,说明两种不同加热过程组织转变的差异。焊接和热处理时,加热及冷却过程如图2-9所示,其中两种条件下的冷却曲线1、2、3,彼此具有对应相同的冷却速度。表2-9是45钢和40Cr钢在焊接条件和热处理时同样冷却速度条件下的组织百分比。

图2-9焊接和热处理时加热及冷却过程的示意图
TM-金属熔点 Tm-峰值温度 tH-加热时间 t′=3.5~4.5s
表2-9 焊接及热处理条件下的组织百分比

注1.有( )者为热处理时的百分比;
2.中间组织包括贝氏体、索氏体和托氏体。
实验表明,冷却速度相同时,45号钢在焊接条件下比在热处理条件下的淬硬倾向大。如冷却速度为30℃/s,焊接时可得到92%的马氏体,而热处理时只得到69%的马氏体。因为45号钢属不含碳化物合金元素的钢种(碳素钢),一方面不存在碳化物的溶解过程,另一方面在焊接过程中,由于近缝区组织粗化,增加了奥氏体的稳定性,故淬硬倾向比热处理条件下要大。相反,40Cr钢在同样的冷却速度下焊接时比热处理时的淬硬倾向小。例如,焊接条件下当冷却速度为36℃/s时,可得到100%的马氏体,而热处理条件下只要22℃/s即可得到100%马氏体。其原因在于在加热过程中,碳化物合金元素(如Cr、Mo、V、Ti、Nb等)在奥氏体内部的溶解程度,影响了冷却过程中奥氏体的稳定性,即淬硬倾向。显然在热处理条件下,可以有充分的时间使碳化物合金元素充分溶解在奥氏体内部;而在焊接条件下,由于加热速度快,高温停留时间短,合金元素不能充分地溶解在奥氏体中,削弱了奥氏体在冷却过程中的稳定性,易先析出珠光体和中间组织,降低了淬硬倾向。
从上述两例来看,焊接条件下的组织转变特点不仅与等温转变不同,也与热处理条件下的连续冷却转变组织不同。
3.焊接热影响区的组织和性能
热影响区内各点距离焊缝的远近不同,所经历的焊接热循环就不相同,因此,各点的组织和性能也就不一样。图2-10是不易淬火钢和易淬火钢的焊接热影响区分布特征示意图。

图2-10 焊接热影响区的分布特征
1-熔合区 2-过热区 3-正火区 4-不完全重结晶区 5-母材 6-淬火区 7-部分淬火区 8-回火区
(1)不易淬火钢:指一般常用的低碳钢和某些不易淬硬的低合金钢,如A3、20钢、16Mn、15MnTi、15MnV等,在这类材料的焊接热影响区里根据组织上的特征可以分为四个小区:
1)熔合区:即焊缝金属与母材邻近的熔合线附近,又称半熔化区,温度处于固液相之间。此区在化学成分和组织性能上都有较大的不均匀性,特别是异种金属焊接时,就更为复杂。在靠近母材一侧的金属组织处于过热状态,塑性很差。这个区的范围虽然很窄,但对焊接接头的强度、塑性都有很大的影响,在许多场合下,熔合区是产生裂纹、局部脆性破坏的发源地。
2)过热区:该区的金属处于过热状态,其温度范围在固相线以下到1100℃左右,在此高温范围,奥氏体晶粒严重长大,冷却之后获得晶粒粗大的过热组织。此区的塑性很差,尤其是冲击韧性通常要降低20%~30%,因此,焊接刚度较大的结构时,常在过热区产生裂纹。过热区的大小与焊接方法、焊接规范和母材的板厚等有关,气焊和电渣焊时比较宽,手工电弧焊、埋弧自动焊和气电焊时较窄,而高能束焊时过热区几乎不存在。
3)相变重结晶区(正火区):金属被加热到Ac3以上稍高的温度,金属将发生重结晶(铁素体和珠光体全部转变为奥氏体),然后在空气中冷却就会使金属晶粒得到均匀而细小的铁素体和珠光体,相当于热处理时的正火组织,故又称为正火区或细晶区,此区的温度范围在A3~1000℃之间。
4)不完全重结晶区:焊接时处于Ac1~Ac3之间的热影响区就是属于不完全重结晶区。处于该区内只有一部分组织发生了相变重结晶过程,而始终未溶入奥氏体中的铁素体便发生长大,变成了粗大的铁素体组织。该区的金属组织不均匀,晶粒大小不一,一部分是经过重结晶的晶粒细小的铁素体和珠光体,另一部分是粗大的铁素体,因此,机械性能也不均匀。
此外,如果母材焊前受过冷加工变形,或由于焊接应力而造成的应变,在Ac1以下将发生再结晶过程,在金相组织上也有明显的变化。
(2)易淬火钢:对于焊接淬硬倾向较大的钢种,包括中碳钢、低碳调质高强钢和中碳调质高强钢,焊接热影响区的组织分布与母材焊前的热处理状态(供货状态)有关。
如果母材焊前是正火或退火状态,则焊后热影响区的组织可分为两个小区:
完全淬火区:当加热温度超过Ac3以上的区域,由于钢种的淬硬倾向较大,故焊后冷却时得到淬火组织马氏体。在紧靠焊缝附近(相当于低碳钢的过热区),由于晶粒发生严重长大,故为粗大的马氏体,而相当于正火区的部分将得到细小的马氏体,当冷却速度较慢或含碳量较低时,会有马氏体和托氏体同时存在,用较大的线能量焊接时,还会出现贝氏体,从而形成以马氏体为主的共存混合组织。该区由于焊后出现淬火组织,故其硬度和强度增高,塑性和韧性下降,并且易产生冷裂纹。
不完全淬火区:母材被加热到Ac1~Ac3温度之间的热影响区,在快速加热的条件下铁素体很少溶解,而珠光体、贝氏体和托氏体等转变为奥氏体,在随后快速冷却过程中,奥氏体转变为马氏体,原铁素体保持不变,并有不同程度的长大,最后形成马氏体-铁素体的组织,故称为不完全淬火区。如果含碳量和合金元素含量不高或冷却速度较小时,也可能出现托氏体和珠光体。该区的不均匀程度增加,塑性和韧性下降。
如果母材在焊前处于调质状态,则其热影响区的组织除上述两区外,还可能发生不同程度的回火处理,称为回火区。回火区为温度低于Ac1的区域,由于回火区的温度不同,所得的组织也不一样,紧靠Ac1温度区,相当于瞬时高温回火,故通常具有回火托氏体组织,温度越低,则淬火金属的回火程度降低,相应获得回火托氏体、回火马氏体等组织。如果母材焊前调质时的回火温度为500℃,那么焊接时低于此温度的热影响区,其组织和性能不发生变化,而高于此温度的区域,组织和性能将发生变化,这一点在焊接调质高强钢时应特别注意。