等离子弧切割工艺参数
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第276页(800字)
(1)切割气体 氩、氮、氢、混合气体或压缩空气都可作为切割气体,气体的选择依切割工件材料而定,气体的导热性越好,等离子弧温度越高,气体的原子或分子质量越大,越易于熔化金属从割口中排开,氢气导热性好,切割速度快,割口粗糙度校但是其分子质量轻,因此,一般氢主要与氮气或氩气混合使用,适宜于切割有色金属,氮气导热性好,但是割口粗糙且不平行,切割过程还会产生有毒的一氧化氮气体,氮气适宜切割碳钢,氩气导热性差,但是原子质量大,切割速度慢,适宜于切割薄板和化学活泼性强的材料,空气中含有大量氮,在等离子弧中作为切割气体,空气中含有的氧在金属中产生氧化反应而提高工件温度,因此可大大提高碳钢的切割速度,还可减少割口底部的割瘤,空气等离子弧切割时,也会产生有毒气体.
(2)切割电流(转移弧电流) 切割电流越大,割口宽度越大,越易形成V形割口,表5-6列出切割电流与割口宽度的关系.
表5-6 切割电流和割口宽度的关系

(3)切割速度 切割速度分最快切割速度和最佳切割速度,切割速度过大,割口呈V形,割口表面有明显割纹,割口底部有割瘤,最佳切割速度时割口呈平行状态,图5-20示出最快切割速度与最佳切割速度与板厚的关系.
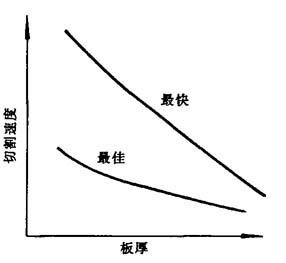
图5-20 切割速度与板厚的关系
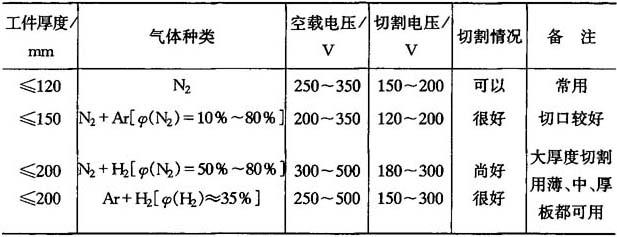
表5-7列出了等离子弧切割常用的工艺参数.
表5-7 等离子弧切割参数