机械设备的紧固胶接
书籍:特种加工手册
出处:按学科分类—工业技术 北京工业大学出版社《特种加工手册》第559页(823字)
几乎每一个机械设备上都使用了不同形式的紧固或固定手段,如螺栓、丝扣、楔沟等.由于机械设备在运行过程中都不同程度产生振动或承受各种外力,上述紧固或固定方式常出现松动甚至脱落,从而影响机械设备的正常工作,甚至造成事故.采用胶接技术加以紧固,能取得满意的效果,如图8-16所示.表8-32示出了采用厌氧型胶粘剂和传统方法紧固螺栓效果的比较.

图8-16 机械设备的紧固胶接
表8-32 厌氧型胶粘剂和传统方法紧固螺栓效果的比较
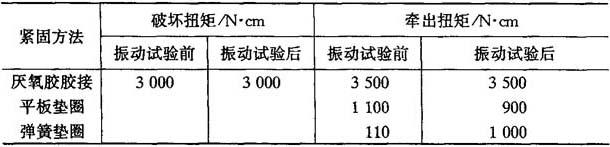
注:试验条件为频率50Hz,振幅±2mm,加速度10cm/s2,时间24h.
胶接工艺如下.
(1)对紧固胶接表面进行清洗、去油和除锈.如表面平整度太差或间隙过大,则应采用铲刮、锉削或重新加工等方法加以修整.间隙一般不得超过0.25mm,过大可采用与固体垫片合用的方法.
(2)采用厌氧型胶粘剂.通常采用毛刷涂敷胶液.涂胶量以填满间隙为宜.对于螺栓,只要在螺栓端和内螺纹口涂敷即可,通过旋紧,胶液会随之填满螺纹间隙.对于不便拆卸的部位,可用挤压渗透的方法把胶液渗进间隙中去.
(3)固化.
(4)紧固胶接部位如需拆卸,可用加大牵出扭矩的方法(如螺栓和管道丝扣部位),以及缓和撞击或用尖劈楔入间隙敲开的方法(如平面部位).另外,还可用局部加热的方法,将紧固胶接部位加热至200℃左右,趁热拆开.
上一篇:拖拉机水道内壁穿孔的修复
下一篇:飞机整体油箱的胶接密封