灌酒机
出处:按学科分类—工业技术 中国轻工业出版社《葡萄酒工业手册》第524页(6001字)
灌酒机分半自动灌酒机和自动化灌酒机。
一、半自动灌酒机
半自动灌酒机:半自动灌酒机是最简单的灌酒设备。灌酒时,只须操作工将洗净的瓶子插入导酒管,酒则可灌入瓶中,靠导管伸入瓶内的长短来控制酒的装量。一般适用于小型工厂使用。
二、全自动灌装机
灌装机的作用就是将配制好的葡萄酒缓慢而稳定地装入酒瓶中,并保持酒的质量。
根据酒种的不同,灌装设备也不一样。一般分为等压灌装机和负压(真空)灌装机两种。
(一)等压灌酒机
瓶装起泡葡萄酒或其他带气葡萄酒是在瓶内具有反压条件下将酒装入瓶内的。以避免CO2气体的损失,装酒之前先令瓶内充气受压,压力大小与葡萄酒在贮酒槽内所受压力相等。当酒装入瓶内时,瓶内气体随之逸出,返回贮酒槽或另设的回气室内。
灌酒机一般多采用回转式自动灌装操作,分为瓶子传动和灌酒两个组成部分。酒瓶由输送带送入,经星轮进入灌酒机体,沿升降轨道送到灌酒阀处,与灌酒阀接触而进行灌装。
灌酒机的主要部件是灌酒阀,其中包括:关闭器、控制凸轮、预排气管、进风管、导酒管、回风管。
灌酒机主要部件的形式、结构和作用原理简述如下:
1.贮酒槽
灌酒机的贮酒槽,其基本型式可分为中心式贮酒槽和环式贮酒槽两种。采用中心式贮酒槽一般用一回转接头将输酒导管与贮酒槽底部中心连接。采用环式贮酒槽,输酒导管一般连接于一支管的回转接头上,再用等距分配的管路将酒送至环式贮酒槽中。由环式贮酒槽向灌酒阀引酒不需再用导管,因为灌酒阀系直接装置在环式贮酒槽的底部或旁边。
中心式贮酒槽内有一浮漂,控制液位。浮漂多为伞状。采取这种形式,浮漂与酒液接触面大,从而减少了酒液与上部气体的接触,有利于防止酒的氧化。这种型式的浮漂对以压缩空气为背压的灌酒机来说,尤为重要。
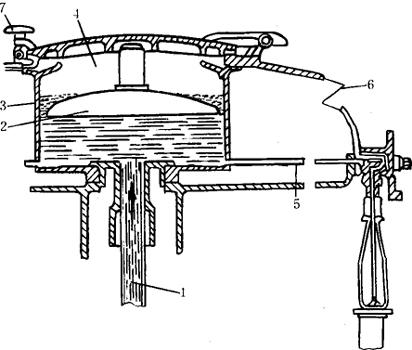
图6-3-7 中心式贮酒槽的灌酒机结构示意图
1-酒入口 2-浮漂 3-泡沫 4-贮酒槽 5-引酒至灌酒阀的导管 6-背压与返回空气的通路 7-开槽螺丝
具有环式贮酒槽的灌酒机又有三室与单室之分,并配备三室灌酒阀或单室灌酒阀。所谓三室即进风(带压气体)、酒液和回风分别置于三个环形室内,严格分开。三室系统灌酒机的结构示意图如图6-3-9所示。
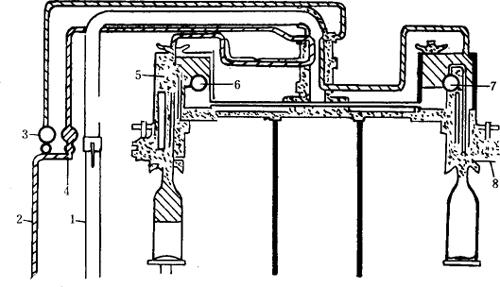
图6-3-8 环式贮酒槽的灌酒机结构示意图
1-进酒管 2-压缩空气接管 3-灭菌管道 4-反压力管 5-环状槽 6-反压力浮球 7-排气浮球 8-灌酒阀
三室系统灌酒机另有回风室,由瓶内排出的回风,不再排入环形贮酒槽中,因此贮酒槽中的酒总是满的,避免了葡萄酒对氧的摄取。
单室灌酒机只有一个环形贮酒槽,作为完成灌装时进风、灌酒和回风的共用工具,贮酒槽内的酒不满,酒液上部系背压气体,背压气体最好采用CO2,一般也采用压缩空气。
贮酒槽的液位和压力在灌装时必须保持稳定才能保持良好的灌酒效果。此压力一般用气压调节阀进行控制,而液位可用浮漂、电导探测或压差管进行控制:
(1)浮漂法 当酒液升降而引起浮漂升降时,使一气门打开或关闭,CO2或压缩空气流经此气门,从而增减贮酒槽中的压力,此变化着的压力控制着酒流量控制阀或输酒泵的开关,以调节槽内液位。
(2)电导探测法 当酒的液位变化时,发生或停止电的信号,此信号驱动一电磁铁螺丝管,使其控制二氧化碳或压缩空气流入贮酒槽,并引起压力变化。此压力变化为一换能器所辨别,从而调节酒流量控制阀或输酒泵,以保持酒的流量和液位。
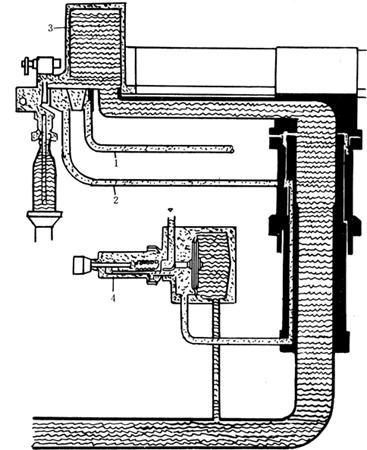
图6-3-9 三室系统灌酒机的结构示意图
1-回风管道 2-压风管道 3-环形贮酒槽 4-灌酒阀
(3)双插管法 用一长管和一短管插入贮酒槽内,短管末端置于贮酒槽空间,另一管末端置于贮酒槽近底部处。通过插管压入少量CO2气,二管的压差可以测量,从而产生信号,用以控制酒流量控制阀或输酒泵的开关。
2.导酒管与灌酒方式
不同的灌酒机采用不同形式的导酒管,从而产生不同的灌酒方式。
(1)移位式灌酒 如图6-3-10所示。这种灌酒方式系采用长的导酒管,其导管末端距瓶底约2cm,所谓移位式灌酒,即酒装满瓶后,酒瓶下落,当导酒管从瓶中抽出后,瓶颈即出现一定空隙。此空隙随酒管伸入瓶内的体积而定。
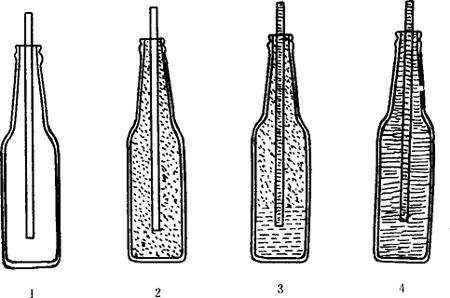
图6-3-10 移位式灌酒过程示意图
1-灌酒导管插入瓶内 2-瓶内送入CO2 3-酒液从导酒管进入瓶中,背压气体同时排出 4-酒液装满瓶内,停止导酒和回风
(2)定位式灌酒 有两种方式:
①用长导酒管,酒管上有两条通路(图6-3-11)。酒液经过导酒管大的通道,从导酒管底部流出。当酒液位逐渐上升时,液面上部的背压气体则不断由导管上部的边孔小通道流出,当酒液液位达到此小通道口时,通道口被酒液堵死,瓶内气体无法由此再排出,酒也停止流进。导酒管内酒液流入瓶内,使瓶内液面稍微上升。

图6-3-11 长管定位式灌酒示意图
②短管定位式灌酒装置灌酒阀上只有一短的回风管,灌酒时酒阀打开,酒液沿回风管外流至分散罩,散开,再沿瓶子内部表面顺流而下,瓶中气体则从此小直径的回风短管排出,此短管下部开口位置正是酒液停止装入时的液位。这种灌酒方式在灌酒前瓶内应预先抽真空,再以CO2为背压,以免酒液沿瓶内壁顺流而下时与大量空气接触,影响酒的质量。
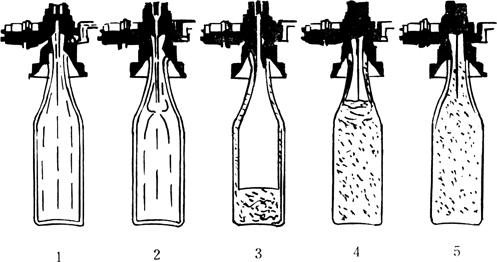
图6-3-12 短管定位式灌酒过程示意图
1-预抽真空 2-CO2充气 3-灌酒和回风 4-灌酒停止 5-释压阶段
3.灌酒阀
灌酒阀的类型很多,下面介绍两种形式的灌酒阀。
(1)旋塞灌酒阀 旋塞灌酒阀的结构比较简单,密封性能较好,材料为不锈钢或铜材镀银制成。金属银有抑制微生物生长的作用,避免杂菌生长而降低旋塞通道的畅通与密封性,并影响酒的卫生与质量。且葡萄酒有一定酸度,为防止腐蚀,也多用不锈钢制造酒阀。
旋塞灌酒阀结构如图6-3-13所示。
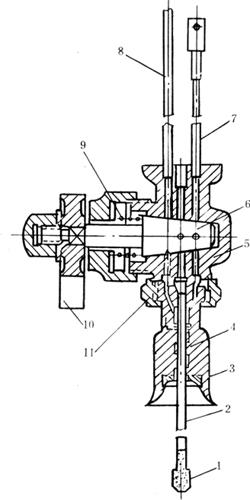
图6-3-13 旋塞灌酒阀结构图
1-导酒管口 2-导酒管 3-垫圈 4-罩盖 5-阀体 6-阀芯 7-回风管 8-进气管 9-弹簧 10-阀门凸轮 11-垫圈
旋塞阀芯上具有进气、进酒和回风三个通路,采用长管定位式灌酒装置,大都用于生产能力较低的灌酒机上。
(2)弹簧灌酒阀 此种灌酒阀适用于环形贮酒槽的灌酒机,具有预抽真空装置和不具有预抽真空装置两种形式。弹簧灌酒阀有单室灌酒阀和三室灌酒阀两种。
4.等压灌酒机实例
德国 SEITZ公司产 VENTAF336/8/8
KK/NK 灌酒密封机组
(1)基本参数
①规格型号 SEITZ VENTA-F336/8/8 KK/NK
机号 BV25423 Nr30039
②灌酒机 TRINOX灌酒阀36个
软木塞机 打塞头8个
皇冠盖机 压盖头8个
③外形尺寸
长×宽×高 5000×1700×3200mm
重量 4000kg
④消耗
压缩空气 25m3/h
蒸汽(用于灭菌) 150kg/h
电功率 8kW
(2)结构及功能 该机组由各部装配的总成装配起来的。主要包括:灌酒机、机台、输送带、软木塞机、皇冠盖机、驱动装置和控制仪表板组成。
该机通过驱动装置、进瓶和出瓶装置、提升装置、轮换星轮装置、酒的进给装置、高度调节装置、玻璃瓶停止装置及玻璃瓶破碎汽喷洗装置等完成酒的装瓶。
(3)维护保养
①按操作要求冲洗灌装机。
②外表清洗 用水喷洗整个设备,及时清除玻璃碎片。
③按要求的润滑方案及时进行上油润滑。
④假如入口与出口之间的压差超过70kPa,那么立即更换提升装置。
⑤链式转动装置按照下列因素每日检查一次。
a.及时调整链带,使其绷得足够紧。
b.经常润滑链轮与链条。
(4)故障及原因
表6-3-3 故障及原因

(二)负压灌装机
负压灌装机亦称真空灌酒机,此灌酒机采用负压灌装。它由酒缸、灌酒阀和瓶托等部分组成,在酒缸内设有浮阀以控制酒液的液面。为了保证灌酒的质量,所有与酒液接触部件都采用不锈钢制成。酒缸装在机身的托盘上,其高度可以通过丝杠进行调整。酒阀装在酒缸的底部,瓶托安装在机身的转盘上,上升靠本身弹簧的作用,下降靠凸轮。瓶托除了起到瓶子的升降作用外,还要作为进出瓶拨瓶星轮的动力。灌酒机的转动由机身底部蜗轮减速箱驱动。
拨瓶星轮下部装有保险装置。当瓶子被卡住时,主传动的电机将自动切断电源停止转动,以保证设备的安全。
低真空发生器采用开式叶轮,叶片成后向弯曲,用小功率电机直接驱动,即可达到理想的真空度及排气量大的要求。
运行规则:装酒前,首先将酒缸冲洗干净,盖上盖,套上胶圈,连接好进酒管和抽气管。开动低真空发生器,然后开始进酒。由于酒缸内浮阀的作用,酒液面达到一定高度时便自动停止。再开动链道电机,待瓶子送到拨瓶星轮前时开动主电机,瓶子经拨瓶星轮至灌酒机上,此时瓶托将瓶子升起开始灌酒。装满后,凸轮将瓶托降下,拨瓶星轮将装满酒的瓶子拨出灌酒机送到链道上。
负压灌装机实例(上海轻工机械厂产BZG12灌装机)。
1.基本参数
生产能力 1200~1500瓶/h
灌装头数 12个
打塞头数 1个
适用瓶子 容量750mL 直径78mm
高度330mm
适用瓶塞 软木塞 直径22mm 长50mm
2.工作原理
本机采用虹吸灌装原理(如图6-3-14所示)。当由传送装置送来的瓶子进入灌装工位时,凸轮使灌装阀6随虹吸管8一起下降。当灌酒阀碰过瓶口时,阀门打开,灌酒开始。此时灌酒6的下液管4继续向瓶内延伸,直到阀门全部打开为止。当灌装机转过几个位置,瓶内液面与贮酒缸3内液面水平一致时,灌装停止。此时,下液管4及虹吸弯管8被凸轮升起。下液管4离开瓶子阀门即行关闭。在这一过程中有少量酒液自下液管流出。由于下液管曾占了一部分空间,所以当下液管4离开液面后,瓶内液面将会下降,一般略低于贮酒缸3液面。液面高度由浮筒7控制。
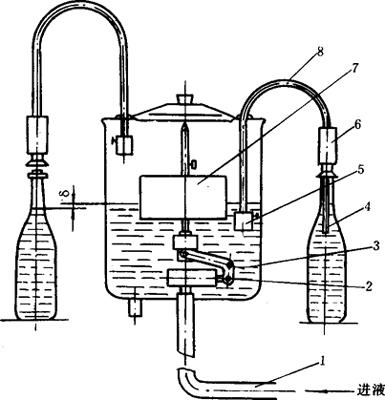
图6-3-14 BZG12灌酒机示意图