高频电阻焊机
出处:按学科分类—工业技术 中国轻工业出版社《软饮料工业手册》第793页(1423字)
电阻焊是一种加压焊接法,使用低电压、大电流的交流电,利用被焊接材料自身阻抗产生的热量使材料熔接的方法。电阻焊技术应用于食品空罐制造成功地解决了二大技术难题:其一是电阻焊焊接镀锡薄钢板时,高温熔化的锡会很快污染电极,导电率迅速降低,影响焊接质量。其二是焊接处镀锡层被破坏时,必须迅速对焊缝的内外两面涂料补涂,使罐身材料恢复其原有的抗腐蚀性能。
为提高焊接速度,电阻焊制罐时采用高频的电源,一般为150~250Hz,故电阻焊机又称高频电阻焊机。高频电阻焊罐身组合机有多种形式。按焊接速度分类有:高速电阻焊机,焊接速度大于25m/min;中速电阻焊机,焊接速度12~15m/min;低速电阻焊机,焊接速度小于12m/min。按所焊罐身规格分类有:大罐罐身机,罐身直径为99~350mm;小罐罐身机,罐身直径为52~105mm。按自动化程度分类:自动组合机、成型、焊接与补涂、烘干等工序连续自动完成;半自动组合机:成型、焊接与补涂、烘干等工序由单机组成。
(一)用途与特点
本机用于镀锡薄板制造空罐时焊接罐身。电阻焊具有无铅焊接污染,生产效率高,生产过程简单,空罐盖钩接缝完整,焊接强度高,空罐外形美观大方,节约材料和能源等特点。
(二)主要结构和工作原理
电阻焊机主要由主传动、送罐装置、罐坯校准装置、焊接装置、出罐承接装置、铜线清洁装置、铜线传递和铜线切断机构、喷氮装置、气水管路、逆变装置及电气控制装置等组成。
电阻焊机工作原理如图4-10-1所示。
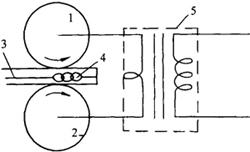
图4-10-1 电阻焊机工作原理
1-上电极焊轮 2-下电极焊轮 3-罐身板搭接处 4-焊核 5-变压器
成圆后的镀锡薄板的两端平行搭接在一起并置于两滚轮电极之间(两电极为上下两电极滚轮),焊接电流由变压器提供,流经上焊轮、罐坯到下焊轮回到变压器。由于两电极之间存在电阻,而且这个电阻是电路中最大的部分,当焊接电流通过这一介面电阻时,将电能迅速转化成强热能,罐身搭接处温度迅速升高至1000~1500℃,在此温度下,罐身板微熔,并在两电极的压力下熔结为一体,此处即形成焊核。焊核形成速度与所使用的交流电的频率有关,由于交流电压随时间变化为正弦曲线,造成焊核点是不连续的。焊接电源的频率越高,焊接速度越快,所产生的焊点多,焊点间距小,焊缝结构就越牢固。图4-10-2是电阻焊形成示意图。
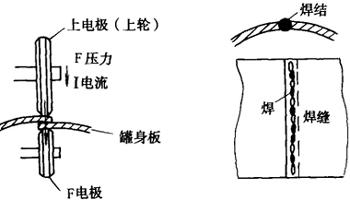
图4-10-2 电阻焊形成示意图
(三)主要技术参数
几种高频电阻焊机的主要技术参数见表4-10-1。
表4-10-1 几种高频电阻焊机主要技术参数
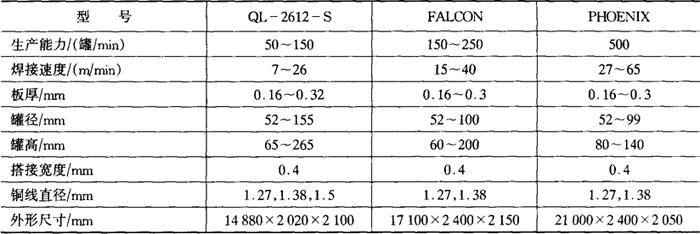
注:汕头轻工机械集团公司制造。