焊接热裂纹
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第57页(3869字)
热裂纹是焊接生产中比较常见的一种缺陷,从一般常用的低碳钢、低合金钢、到奥氏体不锈钢、铝合金和镍基合金等都有产生热裂纹的可能。
1.热裂纹产生的部位
热裂纹大都是沿着焊缝树枝状结晶的交界处产生和发展的,见图2-11,最常见的情况是沿焊缝中心长度方向开裂,有时也分布在两个树枝状晶体之间或焊缝表面及弧坑上。
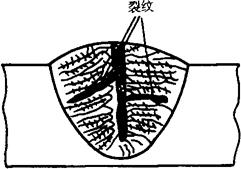
图2-11 热裂纹产生的部位
2.拉应力和晶间薄膜
产生裂纹的实质是局部的断裂,局部断裂必然要有拉应力的作用。焊接过程是一个局部的不均匀的加热和冷却过程,熔池在结晶过程中必然会受到拉应力的作用,因此,焊接熔池在结晶过程中就具备了产生裂纹的力学条件。
其次,从熔池的结晶过程理论可知,先结晶的金属比较纯,后结晶的金属杂质较多,而且这些杂质往往会形成一些熔点较低的共晶物,这些熔点较低的共晶物称为低熔点共晶体。如含硫量较高的熔池,常会形成熔点仅为988℃的FeFeS低熔点共晶。在熔池金属结晶过程中,低熔点共晶常被排挤在晶界形成一种所谓“晶间薄膜”,见图2-12,结果在晶界形成一个薄弱地带,热裂纹往往就产生于此。

图2-12 晶间薄层示意图
3.热裂纹产生的过程
当熔池开始冷却结晶时,就受到拉应力的作用,但这时晶粒刚开始生成,液体金属比较多,流动性还比较好,可以在晶粒间自由流动,而由拉应力造成的晶粒间的间隙都能被液体金属所填满,所以不会产生热裂纹。当温度继续下降时,柱状晶体继续生长,拉应力也逐渐增大,如果此时熔池中有低熔点共晶存在,就会在已结晶的固态金属层间形成晶间薄膜,结果在拉应力的作用下,在晶间薄膜内会造成空隙,而低熔点共晶又不足以填充此空隙,因而就形成了裂纹。由此可见,热裂纹是拉应力和低熔点共晶两者联合作用而形成的。增大任何一个方面的作用,都有可能促使在焊缝中形成热裂纹。
4.热裂纹的分类
热裂纹是在高温下产生的,而且都是沿奥氏体晶界开裂,但是,随着各种金属材料的广泛应用,产生热裂纹的形态、机理和温度区间等也各有不同,目前主要把热裂纹分成下列三种类型:
(1)结晶裂纹:焊缝在结晶过程中,在固相线附近由于凝固金属收缩时,残余液相不足,致使沿晶界开裂,故称结晶裂纹。这种裂纹在显微镜下观察时,可以发现具有晶间破坏的特征,多数情况下在裂纹断口上发现有氧化色彩,说明裂纹是在高温下产生的。结晶裂纹主要出现在含杂质较多的碳钢焊缝中和单相奥氏体钢、镍基合金以及某些铝及铝合金的焊缝中。
(2)高温液化裂纹:在焊接热循环峰值温度作用下,焊接接头的热影响区和多层焊缝的层间金属中,由于含有低熔点共晶物而被重新熔化,在收缩应力的作用下,沿奥氏体晶间发生开裂,称为高温液化裂纹。这类裂纹是在高温下产生的,并且是沿奥氏体晶界断裂,因此也是属于热裂纹的一种形态。高温液化裂纹主要发生在含有铬镍的高强度钢、奥氏体钢以及某些镍基合金的热影响区或多层焊层间的金属中。当母材及焊丝中的硫、磷、硅、碳的含量偏高时,高温液化裂纹的倾向将显着增加。
(3)多边化裂纹:焊接时,焊缝或热影响区在固相线温度以下的高温区间,由于刚凝固的金属存在很多晶格缺陷和严重的偏析,在一定的温度和应力作用下,由于晶格缺陷的移动和聚集,便形成了二次边界,即所谓“多边化边界”,这个边界上堆积了大量晶格缺陷,组织疏松,高温时的强度和塑性都很低,此时受到少许的拉伸变形,就会沿着多边化的边界开裂,即形成多边化裂纹,又称高温低塑性裂纹。这类裂纹多发生在纯金属或单相奥氏体合金的焊缝或热影响区中。
3.影响产生热裂纹的因素
(1)化学成分对产生热裂纹的影响:化学成分是影响热裂纹倾向的最本质的因素,其中S、P、C、Si、Mn等的影响较为突出。
1)硫和磷:由于硫和磷在钢中易于形成低熔点共晶和造成偏析,所以在各类钢中,都是强烈促使形成热裂纹的有害元素,并且其有害作用随着含碳量的增加而加剧,当钢中含碳量小于0.16%时,磷的有害作用比硫要小一些。
2)碳:碳是钢中促使形成热裂纹的主要元素,因为碳极易发生偏析,和钢中某些其他元素形成低熔点共晶,其次,碳会降低硫在铁中的溶解度,而促成硫与铁化合生成FeS,因而形成的Fe-FeS的低熔点共晶量随之增多,两者均促使在钢中形成热裂纹。
3)硅:当钢中含硅量小于0.4%时,有利于消除热裂纹;当含硅量大于0.4%时,容易形成低熔点的硅酸盐夹杂,从而增加了形成热裂纹的倾向。
4)锰:锰具有脱硫作用,能置换FeS而形成MnS,并且锰能改善硫化物的分布形态,使之由FeS的薄膜状变成球状硫化物,从而提高了焊缝的抗裂性。为了防止硫引起的结晶裂纹,并随含碳量的增加,则Mn/S的比值也应随之增加:
C≥0.1%时,Mn/S≥22;
C=0.11~0.125%时,Mn/S≥30;
C=0.126~0.155%时,Mn/S≥59。
当含碳量超过包晶点(C:0.16%)时,磷对产生结晶裂纹的作用就超过了硫,相应地Mn/S的比值就失去了意义,因此必须严格控制焊缝中的含磷量。
5)钛、错和稀土元素:钛、锆和镧、铈等稀土元素能形成高熔点的硫化物。例如,TiS的熔点约为2000~2100℃、ZrS的熔点为2100℃、La2S3的熔点大于2000℃、CeS的熔点为2450℃,它们比锰的效果还要好,对消除结晶裂纹有良好作用。
6)镍:镍在低合金钢中易于与硫形成低熔点共晶,Ni与Ni3S2共晶的熔点仅645℃,因此会引起热裂纹的产生。
(2)一次结晶组织对热裂纹倾向的影响:熔池金属在一次结晶过程中,晶粒的大小、形态和方向对焊缝金属的抗裂性有很大的影响,一次晶粒越粗大,柱状晶的方向性越明显,则产生热裂纹的倾向就越大。
(3)力学的因素对产生热裂纹的影响:熔池结晶时所受到的拉应力是焊缝产生热裂纹的必要条件。拉应力的大小和一系列因素有关,其中主要的因素是结构形式、接头刚性、熔池冷却速度和焊接顺序等。
4.预防热裂纹的措施
(1)冶金措施:
1)控制焊缝中有害杂质的含量及破坏性作用:焊接低碳钢、低合金钢时,最有害的元素是S、P、C。为了消除它们的有害作用,除限制被焊金属中S、P的含量外,还应限制在焊接材料中S、P的含量。同时通过焊接材料过渡Mn、Ti、Zr等合金元素,克服硫的不良作用,提高焊缝的抗热裂纹能力。
2)改善熔池金属的一次结晶:细化晶粒可以提高焊缝金属的抗裂性,广泛采用的方法是向焊缝加入细化晶粒的元素,即进行变质处理。当焊接铬镍不锈钢时,为了提高抗裂性和抗腐蚀性,希望得到γ+δ双相组织的焊缝,也是改善一次结晶的重要方面。
(2)工艺措施:
1)预热:预热是防止生成热裂纹的有效措施,其作用主要是通过减小焊接熔池的冷却速度来减小焊接应力。
2)控制焊缝形状:窄而深的焊缝,杂质将集中在柱晶对接的部位,这种焊缝抵抗应变的能力特别弱,在较小的拉应力作用下,就有可能造成焊缝中间的裂纹;而宽而浅的焊缝柱晶往上生长,杂质大部分被推向表面,拉伸应变集中的现象就明显减弱,焊缝的抗裂性大为提高。
3)采用碱性焊条和焊剂:碱性焊条和焊剂的熔渣具有较强的脱硫能力,因此具有较高的抗热裂能力。
4)采用收弧板:在焊接将要终了时,应逐渐断弧,并填满弧坑,必要时可采用收弧板,将弧坑移出工件外,可以避免弧坑裂纹在工件上的发生。