我国埋弧焊用低合金钢焊丝和焊剂标准
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第127页(2682字)
GB/T 12470-2003《埋弧焊用低合金钢焊丝和焊剂》是国家质量监督检验检疫总局于2003年颁布的,替代GB/T 12470-1990《低合金钢埋弧焊用焊剂》。本标准与GB/T 12470-1990相比,增加了对焊丝的要求,此外型号分类不再根据渣系类型划分,而是采用美国标准型号分类方法。GB/T 12479规定了埋弧焊用低合金钢焊丝和焊剂的型号分类、技术要求、试验方法及检验规则等内容,适用于埋弧焊用低合金钢焊丝和焊剂。
低合金钢埋弧焊焊剂根据焊丝-焊剂组合的熔敷金属力学性能和热处理状态划分。
焊丝-焊剂组合的型号编制方法为F××××-H×××。其中字母“F”表示焊剂;“F”后面的两位数字表示焊丝-焊剂组合的熔敷金属抗拉强度的最小值;第二位字母表示试件的状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收功不小于27J时的最低试验温度;“-”后面表示焊丝的牌号,焊丝的牌号按GB/T 14957-1994《熔化焊用钢丝》和GB/T3429-2002《焊接用钢盘条》选用。如果需要标准熔敷金属中扩散氢含量时,可用后缀“H×”表示。
完整的焊丝-焊剂型号示例如下:

图2.5-1 国内低合金钢埋弧焊丝化学成分(GB/T 12470-2003)
表2.5-1 焊丝化学成分
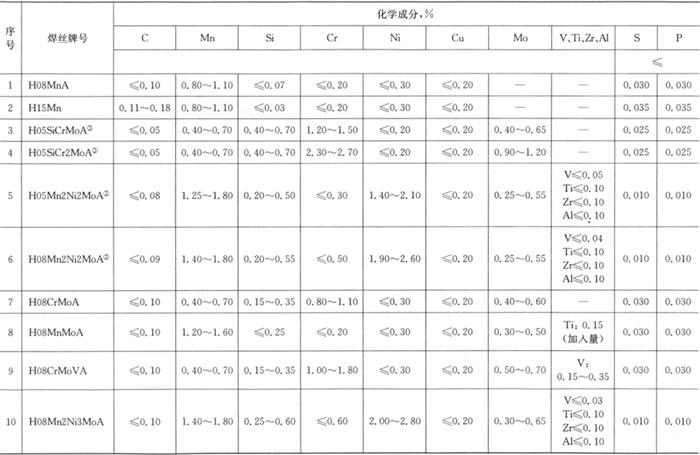


注:①当焊丝镀铜时,除H10Mn2NiMoCuA外,其余牌号铜含量应不大于0.35%。
②根据供需双方协议,也可生产使用其他牌号的焊丝。
③这些焊丝中残余元素Cr、Ni、Mo、V总量应不大于0.50%。
表2.5-2 冲击试验
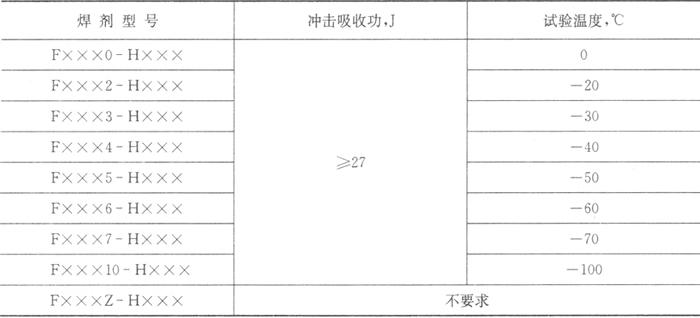
表2.5-3 拉伸试验

注:表中单值均为最小值
此外,焊剂的硫含量应不大于0.06%,磷含量不大于0.08%。根据供需双方协议,也可生产硫磷含量更低的焊剂。
焊剂颗粒度一般分为两种,一种为普通颗粒度,粒度为0.450mm(40目)到2.50mm(8目),另一种是细颗粒度焊剂,粒度为0.280mm(60目)到2.00mm(10目)。
焊剂的含水量应不大于0.10%。检验含水量时,应将焊剂放在温度为350℃±10℃的炉中烘干2h,从炉中取出后立即放入干燥器中冷却至室温,称其重量。焊剂含水量即为烘干前和烘干后焊剂重量的差值除以烘干前焊剂重量(×100%)所得到的值。
埋弧焊时,一种焊剂可以分别与几种不同焊丝匹配使用,由于使用的焊丝、热处理状态不同,任何牌号的焊剂可能有很多分类型号,因此,焊剂应至少标出一种或所有的试验类别型号。
在实际使用中,习惯采用焊剂的商品牌号。商品牌号的编制方法与焊剂型号不同,牌号的表征主要是焊剂的化学组成。
根据生产工艺的不同,焊剂可分为熔炼焊剂和烧结焊剂两大类。按照焊剂中添加脱氧剂、合金剂分类,又可分为中性焊剂、活性焊剂和合金焊剂。不同类型焊剂可以通过相应的牌号及制造厂的产品说明予以识别。
中性焊剂是指在焊接后,熔敷金属化学成分与焊丝化学成分不产生明显变化的焊剂,中性焊剂适用于多道焊,特别是大厚度母材的焊接。活性焊剂指加入少量锰、硅脱氧剂的焊剂,提高了抗气孔能力和抗裂性能。活性焊剂主要用于单道焊,特别是被氧化了的母材。合金焊剂中添加较多的合金成分,用于过渡合金,多数合金焊剂为烧结焊剂。
(1)熔炼焊剂牌号的表示方法如下:
牌号前“HJ”表示熔炼焊剂。牌号第一位数字以1到4表示,代表焊剂的类型,即焊剂中MnO的含量,见表2.5-4。
表2.5-4 焊剂牌号中的MnO含量

牌号第二位数字以1到9表示,代表焊剂的类型,即焊剂中SiO2和CaF2的含量,见表2.5-5。
表2.5-5 焊剂牌号中的SiO2和CaF2含量

牌号第三位数字为同一类型焊剂的序号,按0,1,2,…,9顺序排列,表示不同牌号,如HJ××0,HJ××1,HJ××2等。
熔炼焊剂牌号举例如下:
HJ251为低锰中硅中氟焊剂,编号为1,HJ252则为同一型号不同编号的低锰中硅中氟焊剂。
(2)烧结焊剂牌号的表示方法如下:
牌号前“SJ”表示烧结焊剂。牌号第一位数字以1到6表示,代表焊剂熔渣渣系,见表2.5-6。
表2.5-6 烧结焊剂的渣系及组分

牌号第二位、第三位数字表示同一渣系类型中的几种不同牌号,依01、02、03、……、09顺序排列。如SJ301为硅钙型烧结焊剂,为该渣系的第一种烧结焊剂。
表2.5-7列出了焊接低合金钢常用的焊剂牌号及其应用。
表2.5-7 低合金钢常用的焊剂牌号及其应用
