硬钎料
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第362页(7432字)
硬钎料可保证钎焊接头具有较高的强度及在较高温度下工作,根据硬钎料成分中所含的主要金属和用途,常把硬钎料分为铜基钎料(铜、铜锌、铜磷)、银钎料、铝基钎料、耐热钎料(镍基、锰基、金基)、其他钎料等。
1.铜基钎料 GB/T 6418-1993《铜基钎料》中所列的铜和铜锌钎料、铜磷钎料的化学成分及熔化温度如表10.2-1和表10.2-2所示。
表10.2-1 铜和铜锌钎料化学成分及熔化温度(GB/T 6418-1993)

注:①表中单值数表最大值;
②杂质总量包括有星号(*)元素含量。
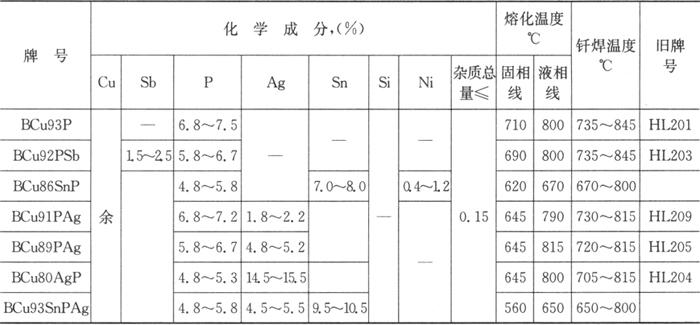
表10.2-2 铜磷钎料化学成分及熔化温度(GB/T 6418-1993)
铜和铜锌钎料,由于极其经济,可用于连接各种黑色金属和部分有色金属,但耐蚀性一般。
BCu为紫铜(纯铜)钎料,主要用于真空或保护气氛中钎焊碳钢、低合金钢、不锈钢、镍、铜镍、钨、钼等,一般不使用钎剂。但对于含化学稳定性强的氧化物(铬、锰、硅、钛、钒、铝等)成分的母材,可使用钎剂。钎焊接头间隙推荐范围为0.02~0.07mm。
BCu54Zn是熔点较低的黄铜钎料,可钎焊铜、青铜、钢和铸铁,但钎焊接头塑性不高。与下述黄铜钎料一样钎焊间隙推荐范围为0.05~0.13mm。可用火焰、炉中感应等钎焊方法,一般要求使用钎剂。
BCu58ZnMn为锰黄铜钎料,常用于硬质合金工具的钎焊。
BCu60ZnSn为锡黄铜钎料,其成分与HSCuZn-3焊丝相同,可用于钎焊铜、钢、不锈钢、镍及铸铁等,更多用于钎接焊。
BCu58ZnFe为铁黄铜钎料,其成分与HSCuZn-2焊丝相同,常用于钎焊铜、钢、不锈钢、镍及铸铁等,也用于钎接焊。
BCu48ZnNi为锌白铜钎料,其成分与HSCuZnNi焊丝相同,适用于钎焊钢、镍及镍合金,硬质合金工具等,强度高。也用于钎接焊。
BCu57ZnMnCo是含锰和钴的黄铜钎料,钎焊硬质合金刀具时润湿性好,强度高。
BCu62ZnNiMnSi黄铜钎料适用于铜、钢、不锈钢及镍的钎焊及钎接焊。
铜磷钎料主要用于钎焊铜及铜合金,有时也用于在银、钨和钼的钎焊。由于含有较高的磷,因此不能用于钎焊钢、镍及其合金。用于钎焊纯铜时,具有自钎剂性能,可不另加钎剂。但当用于钎焊其他金属时(包括铜合金),要求使用钎剂。除在高温含硫气氛外,钎料抗腐蚀性能良好。这类钎料钎焊时应快速加热,以防止发生偏析。钎焊后的颜色是浅白色,但浸在10%硫酸中将恢复铜的颜色。
BCu93P钎料在钎焊温度下流动性很好,并能渗入间隙很小的接头中,推荐接头间隙范围为0.03~0.08mm。但接头塑性较差。
BCu92PSb钎料推荐稍大间隙,且接头塑性不高。
BCu86SnP钎焊温度低,但接头塑性也不高。
BCu91PAg钎料在钎焊温度下流动性好,推荐接头间隙范围为0.03~0.13mm,接头韧性略有改善。
BCu89PAg钎料是用于不能保持紧密配合的接头,推荐采用0.03~0.13mm的接头间隙,接头塑性尚可。
BCu80PAg钎料填充不均匀间隙能力强,推荐采用0.03~0.13mm的接头间隙,接头塑性较好。
BCu80SnPAg钎料钎焊温度低,接头塑性尚可。
2.银钎料 GB/T 10046-2001《银钎料》中所列的钎料化学成分及熔化温度如表10.2-3所示。
表10.2-3 银钎料化学成分及熔化温度(GB/T 10046-2001)

银钎料是应用很广的硬钎料,由于熔化温度低,润湿性好,操作容易,强度高,在各种介质中的耐蚀性好,并且可钎焊除铝、镁及其他熔点很低金属以外的大多数金属和合金,如铜及铜合金、钢、铸铁、不锈钢、耐热合金、硬质合金等。可采用所有的加热方法,一般要求使用钎剂。但对于大多数金属,如果选用B-Ag72Cu、B-Ag72CuLi、B-Ag72CuNiLi和B-Ag60CuSn等钎料,在适当的气氛中进行钎焊,可以不需要钎剂。推荐采用0.05~0.13mm的接头间隙。
B-Ag72Cu共晶钎料经常用于铜及铜合金在控制气氛的炉中钎焊(包括真空钎焊),流动性好。但对于不锈钢、镍基合金和碳钢,润湿性较差。
B-Ag94Al银铝钎料主要用于真空或保护气氛中钎焊钛及钛合金。
B-Ag72CuLi钎料用于纯净干燥气氛中钎焊沉淀硬化不锈钢。含锂对难以进行钎焊的金属和合金有助于改善润湿性。锂对含少量钛或铝的母材特别有利。
B-Ag72CuNiLi用途同上,加镍有助于提高对不锈钢的润湿性及耐蚀性。
B-Ag25CuZn具有较为经济的含银量,虽然钎料温度较高,但广泛应用于各种黑色和有色金属的钎焊。
B-Ag45CuZn是一种常用的银钎料,具有良好的润湿性和填充间隙能力,接头强度高和耐冲击性能好。
B-Ag50CuZn具有较大的熔化温度范围,良好的填充不均匀间隙能力和形成较大的钎角。接头耐冲击性能好。
B-Ag60CuSn钎料的应用类似B-Ag72Cu。其含锡有助于提高对不锈钢,镍基合金和碳钢的润湿性。它的液相线比B-Ag72Cu低,用于不用钎剂的真空或保护气氛中分级钎焊。
B-Ag35CuZnCd是含镉的银钎料,含银较低,且具有良好的填充不均匀间隙能力。但镉的蒸气对人体有害。
B-Ag45CuZnCd含镉的银钎料,钎焊温度低,具有小的熔点温度范围,因此无论在快速或缓慢的加热方法中都具有良好的流动性。
B-Ag50CuZnCd含镉的银钎料,用途类似B-Ag45CuZnCd,强度高,塑性好。
B-Ag40CuZnCdNi含镉的银钎料是钎焊温度最低的银钎料。但强度和塑性较B-Ag45CuZnCd略低。
B-Ag50CuZnCdNi含镉的银钎料,是B-Ag50CuZnCd的改进型。加入镍提高了对碳化钨的润湿性,故它的最大用途是钎焊硬质合金工具。同时用于钎焊不锈钢能防止界面腐蚀。
B-Ag34CuZnSn含银量较低,含锡使银钎料颜色变白改善外观。
B-Ag56CuZnSn钎料熔点低,流动性和润湿性好。由于不含镉,可用于食品设备,是一种通用的银钎料。
B-Ag49CuMnNi钎料由于含Mn和Ni提高了对碳化钨的润湿性,主要用于钎焊硬质合金工具。
B-Ag40CuZnIn钎料熔点较低,具有良好的流动性和润湿性。可钎焊各种有色和黑色金属。
B-Ag34CuZnIn和B-Ag30CuZnIn钎料用途同上。
3.铝基钎料 GB/T 13815-1992《铝基钎料》中所列的钎料化学成分及熔化温度如表10.2-4所示。
表10.2-4 铝基钎料的化学成分及熔化温度(GB/T 13815-1992)

注:①元素可不分析,供方保证其成分范围。
铝基钎料主要用来钎焊铝及铝合金。除含镁的铝基钎料用于真空钎焊铝,可不用钎剂外,其余的钎料用于所有的钎焊方法,钎剂都是必需的。铝基钎料还常制成双金属复合板,即在母材的一侧或两侧包覆母材厚度5%~10%的钎料,可简化钎焊时的装配手续。铝钎焊接头推荐间隙为0.15~0.25mm。
BAl88Si是一种通用的铝钎料,具有良好的流动性和耐蚀性,所有的钎焊方法均可采用这种钎料。
BAl90Si和BAl92Si钎料用作以3003或6951铝合金为芯板的双金属钎焊板的包覆层。作为钎料它只用于炉中钎焊或浸沾钎焊。
BAl67CuSi,钎料的熔点低,常用于火焰钎焊和炉中钎焊,但耐蚀性略差。
BAl86SiCu可用于所有的钎焊方法,由于有较宽的熔化范围,钎焊时容易控制流动性。可用于钎料铝硅系和铝铜系某些铸造合金。
BAl86SiMg是真空钎料,可用作丝和芯板为3003铝合金的双金属钎焊板的包覆层。
BAl88SiMg是真空钎料,可用作芯板为3003或6951铝合金的双金属钎焊板的一面或双面的包覆层。芯板6951铝合金的钎焊板,钎焊后可热处理和时效。
BAl89SiMg是真空钎料,可用作芯板为3003或6951铝合金的双金属钎焊板的包覆层,常用于热交换器。
BAl90SiMg是真空钎料,可用作芯板为3003铝合金的双金属钎焊板的包覆层。钎焊温度高于BAl86SiMg和BAl88SiMg。
4.镍基钎料 GB/T 10859-1989《镍基钎料》中所列的钎料化学成分及熔化温度如表10.2-5所示。
表10.2-5 镍基钎料的化学成分及熔化温度(GB/T 10859-1989)

镍基钎料具有优良的耐热性和耐蚀性,常用于钎焊不锈钢、镍基合金和钴基合金,可在600~800℃高温下长期工作。其他一些母材,如碳钢、低合金钢和铜,当希望有特殊性能时也采用镍基钎料进行钎焊。此类钎料,多用于真空(5×10-3mmHg)或氢(-51℃露点)、氩(-63℃露点)保护气氛中钎焊。使用适当的钎剂,也可用于任何钎焊方法(火焰、炉中感应钎炉等)。火焰钎焊多用BNi82CrBSi和BNi93SiB钎料,前者具有较低的熔化温度和良好流动特性,后者硬度低且塑性好。镍基钎料钎焊时,推荐使用0.05mm以下小间隙,间隙过大,在钎缝中将存在脆性的铸造组织,使接头抗冲击性能大大降低。
BNi74CrSiB钎料强度高,耐热性好,常用于连接汽轮机叶片、喷气发动机部件、受高压平板金属结构及其他受高压部件。
BNi75CrSiB钎料是与BNi74CrSiB同一化学成分的低碳级钎料,也用于高温喷气发动机部件以及室温、低温场合。
BNi82CrSiB钎料有类似BNi74CrSiB用途,具有较好的流动性,钎焊温度略低一些。
BNi68CrWB钎料适量含钨使其适用于钎焊含钴、钼及钨的耐热合金,钎料的熔化温度范围较宽可用于较大的钎焊接头间隙。
BNi92SiB是一种耐热性好的钎料,对于高压部件可在较低温度下进行钎焊。其用途类似BNi74CrSiB,并且在勉强合格的保护气氛中或在紧配合中,大面积场合流动性好。
BNi93SiB钎料类似BNi92SiB。但它钎角较大,塑性好,可流入相当大的接头间隙。
BNi71CrSi钎料用于高温用途的高强度和抗氧化的接头。它的用途类似BNi74CrSiB。此外,常用于不允许硼存在的核设备中。
BNi89P钎料流动性好,并对大多数镍基及铁基合金的浸蚀性最小。特别是用于在勉强合格的保护气氛中钎焊低铬钢。
BNi76CrP钎料用于钎焊蜂窝结构、薄壁管组合件和高温下使用的其他结构。它对铁基和镍基合金的熔蚀小,在较低的钎焊温度下钎焊耐热合金可获得牢固气密的接头。可用于不允许含硼的各种核工业部件钎焊。炉钎焊时增加保温时间可以提高钎焊接头的塑性。
BNi66MnSiCu钎料是考虑与镍的相互作用小并且钎焊性能好而研制的,可用于钎焊飞机的蜂窝结构,也可用于其他不锈钢和耐蚀材料。
5.锰基钎料 GB/T 13679-1992《锰基钎料》中所列的钎料化学成分及熔化温度如表10.2-6所示。
表10.2-6 锰基钎料的化学成分及熔化温度(GB/T 13679-1992)
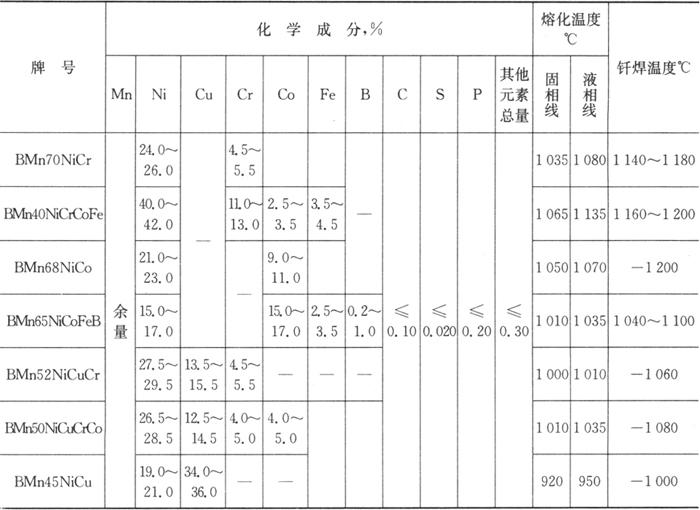
锰基钎料具有较好的耐热性和耐蚀性、良好的塑性,对不锈钢及耐热钢母材具有良好的润湿性和无显着的熔蚀作用,能填充较大的接头间隙。适用于低真空级保护气氛下钎焊500℃左右长期工作的钎焊接头。
BMn70NiCr钎料是使用最多的锰基钎料,特别适宜不锈钢波纹板夹层结构热交换器的钎焊。
BMn40NiCrCoFe钎料熔化温度较高,为了避免不锈钢晶粒长大,钎焊温度必须严格控制。适宜于在较高温度下工作的不锈钢和耐热合金构件的钎焊。
BMn68NiCo钎料可用于不锈钢及耐蚀合金的钎焊。
BMn65NiCoFeB钎料不会对不锈钢基体产生熔蚀,钎焊接头具有良好的强度和塑性。
BMn52NiCuCr钎料钎焊温度较低,可用于不锈钢的钎焊。
BMn50NiCuCrCo钎料能填充较大接头间隙,特别适宜在氩气保护下高频感应钎焊不锈钢导管接头。
BMn45NiCu钎料是熔点最低的锰基钎料,钎焊不锈钢具有较好的润湿性和较高的强度。
6.真空级钎料 GB/T 4906-1985《电子器件用真空级钎焊料》中所列的钎料化学成分及熔化温度如表10.2-7所示。
表10.2-7 电子器材真空级钎焊料化学成分及熔化温度(GB/T 4906-1985)

真空级钎料主要用于电子器件的钎焊,要求钎料具有比普通钎料高得多的纯度、较小的熔化温度范围、低的蒸气压,钎料熔化过程中不应产生溅散现象,钎缝表面光洁、气密性好。
DHLAg纯银钎料熔点高于其他银钎料的钎焊温度,因此用于分级钎焊的第一级钎焊时性能非常优异。可用于接头间隙十分紧密配合的钎焊。
DHLAgCu28是银铜共晶钎料,钎焊铜及铜合金具有良好的流动性,适宜钎焊紧密间隙接头。也用来钎焊铜与不锈钢构件。
DHLAgCu50钎料在各种钢上的润湿性优于DHLAgCu28,熔化温度范围较大,可填满较大的不均匀间隙。
DHLAuNi17.5是金镍共晶钎料,高温性能好,蒸气压低。除用于电子工业外,还可用于钼、钨、镍、不锈钢等要求高的接头的钎焊,是金基钎料中使用最广泛的钎料。
DHLAuCu20是金铜共晶钎料,钎焊工艺性能好,除用于电子工业外,还用于低温部件和航空发动机构件钎焊。