美国铝和铝合金焊丝标准概述
出处:按学科分类—工业技术 上海科学技术文献出版社《焊接材料选用手册》第351页(1377字)
美国标准ANSI/AWS A5.10/A 5.10M-1999《铝和铝合金焊丝和填充丝》规定了钨极气体保护焊、金属极气体保护焊、氧燃气焊和等离子弧焊用铝和铝合金焊丝及填充丝的分类要求。
美国标准中的铝合金焊丝和填充丝是根据填充金属的化学成分分类的,但同时还考虑到每个铝和铝合金焊丝所必须进行的分类试验,如焊丝还要求焊缝试板能通过射线检测,而填充丝则需要在平板上通过焊道试验。
在该标准中,焊丝的类别号用前缀字母“E”来表示,而填充的类别号则用“R”来表示,后面都跟四位数字。由于有些焊丝既可在金属极气体保护焊中作焊丝,又可在金属极气体保护焊、等离子弧焊中用作填充丝,故在四位数前同时采用两个前缀字母“ER”来表示,如ER5356,ER4043等。
表9.3-4列出了A5.10铝和铝合金焊丝和填充丝的化学成分要求。
表9.3-4 铝焊丝和填充丝的化学成分要求(ANSI/AWS A5.10/A5.10M-1999)


注:①应对本表中有规定值的元素进行分析。如分析时表明存在着其他元素,则应确定它们的含量,保证不超过的“其他元素”极限值。
②除非另有规定,表中所列单个值为最大值。
③金属和合金的SAE/ASTM统一编号体系。
④硅加铁应不超过0.95%。
⑤铍应不超过0.0008%。
⑥非合金化铝的含铝量是100.00%与材料中存在不小于0.10%的其他金属元素总量(在确定总量前用第二位小数表示)之差值。
⑦含钡量应不超过0.05%,含镓量应不超过0.03%。
⑧含钡量应为0.05%~0.15%,含锆量应为0.10%~0.25%。
⑨硅加铁应不超过0.45%。
⑩含锡量应不超过0.05%。
⑾含铍量应为0.04%~0.07%。
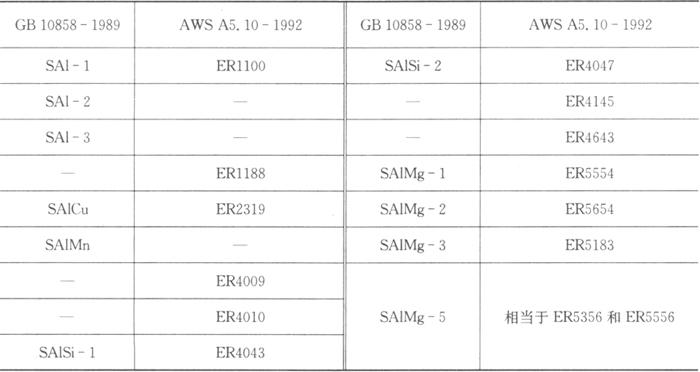
比较我国铝和铝合金焊丝及美国铝焊丝和填充丝的标准来看,两个标准的基本类别(型号)是一致的。在我国GB/T 10858-1989标准中有铝锰焊丝,而在美国AWS A5.10-1999标准中则没有。
在美国标准中有七种铝硅焊丝,而我国只有四种。两种标准焊丝的对照见表9.3-5。
表9.3-5 两种标准焊丝的对照