水淬工具钢
出处:按学科分类—工业技术 轻工业出版社《工模具材料应用手册》第23页(2147字)
水淬工具钢(W组)中,碳是基本的合金元素。大多数W组钢中加入少量铬和钒——铬提高淬透性和耐磨性,而钒则可极大地细化晶粒,提高韧性。W组钢可按几个不同的额定碳量生产(从0.60~1.40%);最常用的为含碳约1.00%的钢。
W组钢是表面硬化工具钢,所以甚至在激烈的淬火条件下也只能获得很薄的淬硬层。厚度大于13毫米的截面,一般淬火后得到的是硬的表层,包着一个强、韧而有弹性的心部。
W组钢的高温抗软化能力差。它们适用于冷镦、冲压、压印和压花模具;木工工具;硬性金属切削刀具如丝锥和铰刀;耐磨的机床零件;以及刃具等。
W组中相同名义成分的钢,又可按四个不同的等级或质量水平进行生产。这些质量水平由不同的制造厂给出不同的名称,其质量变化范围,可从严格控制淬透性、晶粒大小、显微组织和退火硬度的纯碳素工具钢到控制不太严格,但令人满意地适用于非临界低生产率应用条件下的级别。
美国汽车工程师协会(SAE)将碳素工具钢分为四个级别:
①专用级,它是具有最高质量水平的水淬工具钢。要严格控制淬透性,限制成分范围。对棒材要经受严格的检验以保证使用性能的均一性。
②特别级,它是高质量的水淬工具钢。要控制淬透性,并进行质量检验,以保证在一般的使用条件下有良好的性能。
③标准级,它是有良好质量的水淬工具钢。不控制淬透性。推荐用于对质量均一性要求不太严格的工具。
④商业级,它是一般质量的水淬工具钢。既不控制淬透性,也不作特殊检验。
“专用”和“特别”级的钢一般对锰、硅和铬含量范围不提出严格要求,而用谢菲尔德(Shepherd)淬透性带取代:
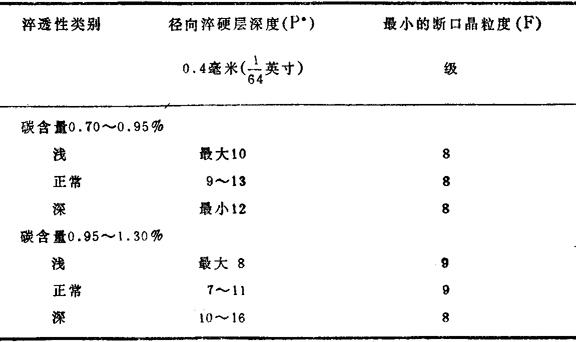
*:1P=0.4毫米(1/64时)——译注
(有关谢菲尔德淬透性的资料,详见本章“工具钢的性能测试”)。
在“标准级”和“商业级”的钢中,锰、硅和铬的总含量不应超过0.75%。通常,所有“标准级”和“商业级”钢中锰和硅都达0.35%(最大);铬在“标准级”中达0.15%(最大),在“商业级”中达0.20%(最大)。
在许多情况下,W组钢的使用性能主要取决于淬硬层深度。而这组钢的淬硬深度主要受奥氏体晶粒大小、冶炼方法、合金含量、淬火温度下过剩碳化物数量,以及在较小程度上还受淬火加热前原始组织所控制。
谢菲尔德PF试验的结果表明,对同一级钢,奥氏体晶粒每提高一个ASTM号,P值增加0.80毫米( 英寸)。淬火时未溶碳化物数量的增多将使淬透性下降。这对过共析钢是更为重要的,因为这些钢为提高耐磨性,能淬火时要求保留一定量的未溶碳化物。淬火前为细片壮的显微组织(例如正火态),在淬火后的未溶碳化物数量要比球化的少些。减少奥氏体化温度下的碳化物数量,可提高淬透性,因为更多的碳化物溶入奥氏体,减少了可作为非马氏体转变产物核心的碳化物。因此同级的正火棒材比球化棒材的淬透性深。
英寸)。淬火时未溶碳化物数量的增多将使淬透性下降。这对过共析钢是更为重要的,因为这些钢为提高耐磨性,能淬火时要求保留一定量的未溶碳化物。淬火前为细片壮的显微组织(例如正火态),在淬火后的未溶碳化物数量要比球化的少些。减少奥氏体化温度下的碳化物数量,可提高淬透性,因为更多的碳化物溶入奥氏体,减少了可作为非马氏体转变产物核心的碳化物。因此同级的正火棒材比球化棒材的淬透性深。
钒的加入,往往由于在正常淬火条件下会存在大量细小碳化物而降低淬透性,这些细小碳化物不仅可作为非马氏体转变产物之核心,而且还细化奥氏体晶粒。若高于正常的加热温度,因过剩碳化物的溶解,从而可使淬透性提高。
碳含量低于共析成分的W组钢,其淬透性往往高于亚共析钢。其原因之一是采用了比亚共析钢更高的奥氏体化温度,从而使晶粒长大,提高了淬透性,另一原因是亚共析钢在奥氏体化温度下不存在过剩碳化物。
图5示出了三种W1工具钢圆棒直径和硬化层(HRC60或更高)深度之间的关系,这三种钢具有相同的碳含量(1%C),但淬透性不同。淬透性的变化是由锰、硅含量及脱氧方法的不同所引起。这些关系表明了在选择钢的级别时,在技术条件中精确地规定淬透性是必要的:不按淬透性要求购买来的W组工具钢,可能在性能上会有很大的差异,导致使用过程的困难或实际上不能使用。

图5 含碳1%的W1钢,三个淬透性级别的淬硬层深度与圆棒直径的关系
1-深淬透 2-中淬透 3-浅淬透
W组钢淬火时,若采用快速冷却,则有较大的淬裂倾向。因而,大多数制造者宁愿采用可顺利地在油或空气中冷却淬硬的工具钢,以免淬火开裂等造成的损失。