管的弯曲
书籍:铝手册
出处:按学科分类—数理科学和化学 轻工业出版社《铝手册》第108页(730字)
管的弯曲加工,因为管内为中空的,所以弯曲的外侧会由于拉伸而变成扁平的,弯曲的内侧由于压缩而会产生凹进。这种缺陷与材质、壁厚与管径之比、弯曲半径和弯曲方法等都有关系。作为弯曲方法,有以下几种。
(1)不使用模具的自由弯曲。
(2)用有沟槽的工具,使管的外周成为弯曲内侧的半周,沿着这个半周进行弯曲的方法。
(3)用有沟槽的工具,保持管的外周那样的弯曲。
(4)用有沟槽的工具,保持管的外周,把可挠性心轴那样的芯铁插入管中进行弯曲。
(5)用有沟槽的工具,保持管的外周,将砂子、树脂、五德合金等耐压缩的充填物装入管中再进行弯曲。
(6)只把充填物装入管中的弯曲。
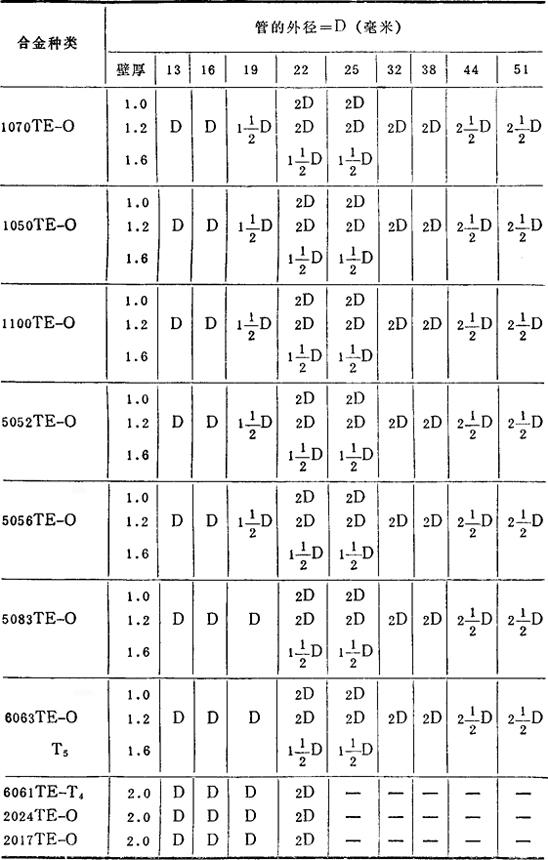
在这些方法中,(3)、(4)适于弯曲半径小而生产批量大的时候,(1)、(5)适用于少量生产的时候。6061TE-T4管的弯曲性能,用表7示出。上述(3)、(4)的方法,属于完全需要工具的范围。各种合金管的最小弯曲半径,笼统的说清楚是困难的。上述的弯曲方法,适于实用的最小弯曲半径,可参考表7。
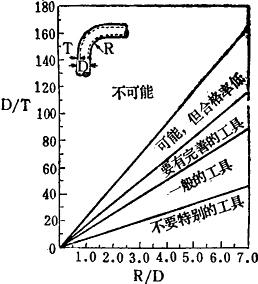
图5-7 6061TE-T4管的弯曲性能
R:内壁弯曲半径 D:管的外径 T:管的壁厚
表7 铝合金管内侧最小弯曲半径
上一篇:线、圆棒、角形棒的弯曲
下一篇:铝手册目录