价值工程在PS型外文打字机色带架中的应用
出处:按学科分类—经济 企业管理出版社《现代企业内部会计实用手册》第1197页(3361字)
某计算机打字机厂对外文打字机色带架进行价值分析后,降低了成本。其做法和结果如下:
一、选择对象,进行功能分析
正确选择价值分析对象是取得成效大小的关键。而对选择对象的每一只零部件进行功能分析,则是价值分析的重要手段。该组件共有123种179件组合而成。结构复杂,零件较多,加工周期长,工时消耗多,成本也较高。根据财务部门提供的资料表明,该产品(组件)的特点是料轻工重,一般料费占30-40%,工费占60-70%。所以,在分析功能的同时,还需弄清楚消耗工时多而造成成本高的零件项目,才能达到优质低耗双因素的目标。为此,作下列两方面的初步分析和选择:
(1)作组件功能机构分析,按经验分析主要功能零件列成表1。
表1 主要功能零件表

(2)统计零件工时消耗,找出工时消耗多的项目列成表2。
表2

(3)计算单件消耗平均工时分,其计算公式:

计算结果:2.7分钟为单件平均消耗工时分。
统计资料表明,16种零件占零件总数的13%,需占用总工时的32.33%%;87%的零件低于平均工时,占总工时的67.67%。这16个项目在工时消耗上虽然还不能说是关键的少数,但主要功能零件项目都包括在内。因此,确定8种零件作为价值分析的对象。这8种零件既是主要功能零件,又属于单件消耗工时较高的双因素零件。
二、评价功能,计算功能评价系数
在功能分析基础上,由熟悉该组件的技术人员,采用“强制确定法”(FD),把上述零件排列起来,进行一对一地打分比较。然后把每个零件的累计得分,除以全部零件得分总和,求出每只零件的功能评价系数(见表3)。
表3 功能评价系数统计表

三、确定价值系数,进行评价分析
1.计算成本系数
8种主要功能零件成本之和为1.925元。将每只零件的成本除以8只零件成本之和,得出每一只零件成本系数(见表4)。
表4 产品价值系数评价表 (金额单位:元)

2.求出价值系数
以如下公式求得价值系数:

实际成本系数-零(部)件的实际成本占全部零(部)件实际成本的比重。
3.确定目标成本,进行分配
确定比原成本降低30%的目标成本(见表4)。
4.选取(1/2(X2-Y2)=10为最合适区域绘制曲线,打点观察分析(见下图)。

根据表2数值及在曲线图上偏离原点距离情况,评价分析如下:
(1)价值系数<1的零件有P3.1.2、P3.2.8、P3.2.10、P3.4.1-2、P3.4.1-3共五种。说明对它们分配了过多的实际成本,应设法降低成本。
(2)价值系数>1的有P3.2.1、P3.2.12、P3.3.4,其中P3.2.12、P3.34的价值系数虽略>1,由于主要功能件其成本分配尚属合理,故排除考虑。对P3.2.1应研究实际成本分配是否偏少,分析后认为,该件成本分配偏低的主要原因,是因为采用了较简单的冲制工艺,工时消耗较低。
综上分析,确定以P3.2.12传动锥齿轮,P3.2.10传动轴齿轮,P3.1.2色带传动锥齿轮,P3.4.1-2色带盘芯,P3.4.1-3色带盘轴为价值分析的主要对象。
四、分析研究,提出设想,确定方案
确定了主攻对象后,组织广大技术干部及工人,发挥集体智慧和力量,经过相当一段时间的工作,提出各种不同设想和方案。但从优质低耗双因素目标对比看,经济效果最显着的一个方案,是要彻底摆脱原齿轮传动机构而改用连杆传动型机构。它的优点是简化了结构,削减了工序和加工工时,可以将齿轮传动机构中有关齿轮、离合器、轴芯、轴盘等加工复杂的零件,改为较简单的冲制工艺加工的零件。以P3.1.2合件为例,原加工要经过车、铣、钻、钳等10道工序,单件工时为8.4分钟,改用冲制工艺只需8道工序,单件工时消耗仅1.3分钟。这样,制造成本将显着降低。
但是,连杆传动机构能否达到原齿轮传动机构的使用功能,尚需作对比分析。从传动机构原理上看,用齿轮具有平滑、稳定、均匀和轻巧的优点。当然比连杆传动机构为佳。但再进一步从整台打字机使用性能要求冲击、间隙状态工作。色带架组件完成色带传动和换向等动作过程,也是如此配合工作的。因此,若认为采用连杆传动机构的设想方案降低了传动性能(功能)的话,还不如说原齿轮传动机构的功能是大大的过剩。换言之,连杆传动机构功能完全可以代替齿轮传动机构的必要功能。最后,一致确认改用连杆传动机构为最佳方案。
五、组织试制、验证及实施
在统一认识上述方案的基础上,组织技术人员另行设计色带架组件。通过小样试制,批量投产考核(包括设计、加工工艺、各项消耗定额、工艺装备等考核),证明该方案是可取的。比如,原齿轮传动结构中几对金属齿轮要靠加工精度、啮合程度及一定强度来保证,要求较高。改用连杆传动后,取消了作为主功能的金属齿轮零件。虽然在新的结构中仍需保留一对必要齿轮,但对其降低了功能要求(只起到撑牙作用),并改用聚甲醛塑料注塑成型。改型后的色带架组件经装上整机试用验证,不仅功能不变,而且可与国际规格通用,从而提高了价值功能。
最后,经厂部批准,修改了全部技术资料,组织新的投料。1981年开始实施。
六、经济效果分析
由于主要功能件结构改型,带动了整个色带架组件成本构成的变化,效果较为显着(见表5、表6、7、表8)。
表5 主要功能零件改型前后材料、工艺、设备对比表
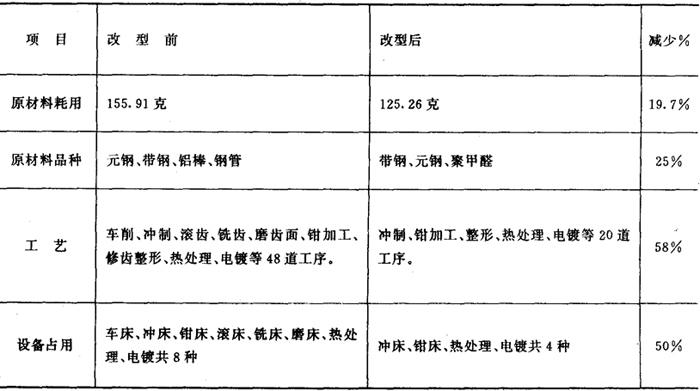
表6 改型前后工时消耗对比表

表7 每台色带架经济效果对比情况表
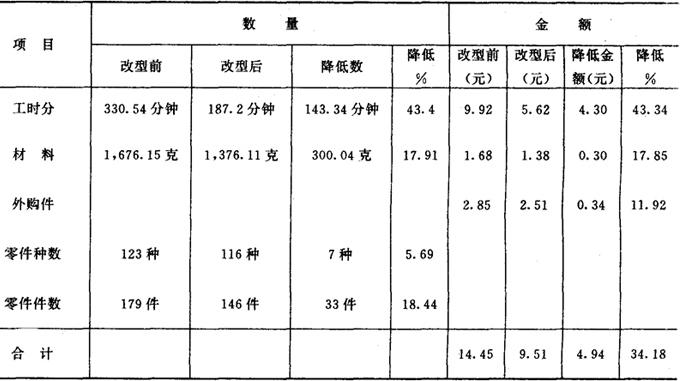
表8 经济效果综合表(按年产7,000台计)

PS型外文打字机原每台成本为280元。通过价值分析(VA)改进色带架设计结构后,每台成本预计为275.06元,总成本降低1.8%。降低部分仅仅计算工时消耗、材料消耗及外购件三项可变因素,至于设备占用费等变化尚未统计在内。