轧制直柄麻花钻的价值分析
出处:按学科分类—经济 企业管理出版社《现代企业内部会计实用手册》第1234页(1457字)
现钻头年产量超过一千万支。而钻头产品的材料、坯料、长度、质量和工艺等方面都可进行价值分析,假如能使每支钻头生产成本降低0.01元的话,则年节约值可达10万元以上。
一、轧制直柄麻花钻平均单件成本分析(见表1)
表1
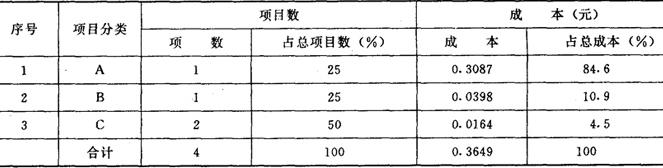
A类是原材料成本,占整个产品成本的84.6%;B类是工费成本;C类是废品损失和专用费。
二、功能分析及评价
(1)直柄麻花钻的基本功能是钻孔;辅助功能是柄部夹持固定;使用功能是经久耐磨;外观功能是光洁平整,防锈性好,标记清楚,包装美观。
(2)功能整理(见图1)
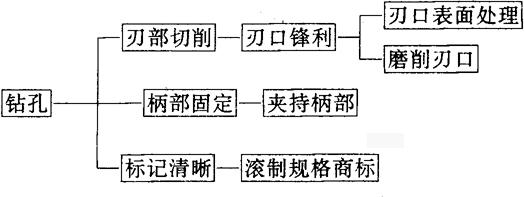
图1 直柄麻花钻功能系统图
(3)轧制直柄麻花钻工艺流程图(见图2)
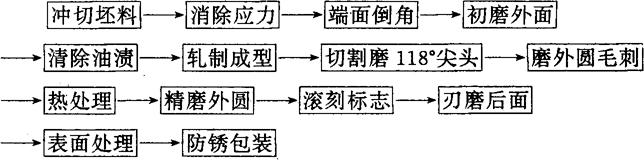
图2 轧制直柄麻花钻工艺流程图
三、方案分析及评价
根据功能提高较多,成本略有增加(见表2)和功能保持不变,成本有所下降(见表3)两种途径来分析、提高产品价值。
表2 方案评价表(Ⅰ)

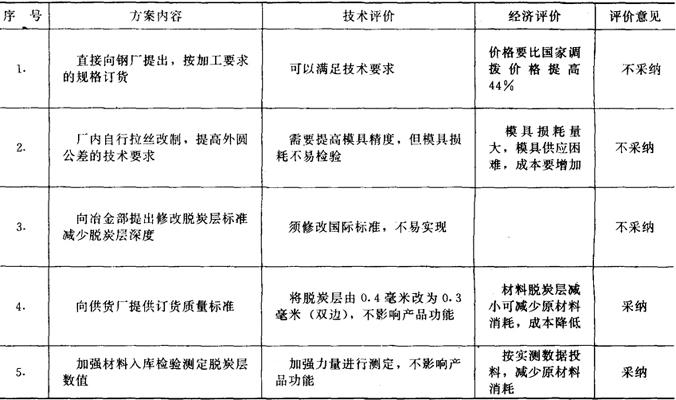
表3 方案评价表(Ⅱ)
通过改进轧制机结构,解决轧槽机精度,提高钻头加工合格率;用氧氮化表面处理代替蒸汽表面处理,提高表面强度、改进扇形板加工方法,改变钻头截面形状,提高切削效率;加宽砂轮尺寸,增加磨削行程,提高外园精度。采取以上措施之后,虽然成本有所增加,但经工艺试验之后,证明钻头的功能有较大提高,达到了提高钻头实用价值的目的。
再通过压缩材料消耗,在保证功能不变的条件,达到成本下降的目的。
以小直径钻头(ψ3.2毫米)为例。
钻头加工后要达到的外径是ψ3.2毫米。
原供应的材料外径是ψ4毫米,轧坯外径尚有0.20毫米脱炭层(单边),而产品成品尺寸只要达到外径3.2毫米就可。现对此脱炭层的加工余量提出改进方案。
根据上述五种方案,进行评价比较,以第四、五两个方案较好,符合实际情况。经过试验,在脱炭层改为0.3毫米的原材料所制造出来的钻头,对各加工工序并无影响,在钻头功能不变的条件下,成本得到了降低。据此,提出改进建议。
四、产品改进前后的技术经济指标对比(见表4)
表4 产品改进前后的技术经济指标对比表
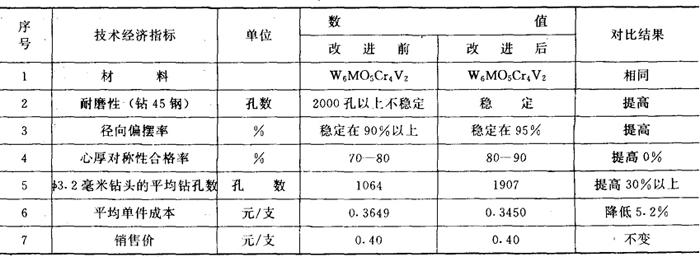
1981年轧制ψ3-13毫米直柄麻花钻应用价值工程之后,按改进方案生产的实际产量为1110万件,共节约高速钢22.5吨,成本降低18万元。