钣金CAD/CAE设计
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第43页(6362字)
随着CAD/CAE技术的出现,设计人员可通过简单的指令,在计算机上生成钣金件的多视图,也可随时展开为平面模式或折弯回去,使设计过程不再是困难且繁杂的平面线段,而呈现在设计人员面前的是真实的立体成品,并用计算机辅助工艺设计(CAE),进一步完成钣金件的制作。
(一)Pro/ENGINEER钣金设计
目前在钣金界最为常用的Pro/ENGINEER Wildfire Sheetmetal钣金模块,是结合产业加工制造流程并配合CAD的功能,专门为钣金设计的、具有特征功能的3D产品所开发软件,模拟了钣金工厂的切割、展平、折弯、冲压等整个操作过程,并增加了产品的各式规格表、设计表,使用户既能清楚了解整个钣金制造过程,又能清楚表达整个作业中一步步设计的准确性。
1.钣金设计模块
Pro/E的设计模块是在金属薄板上,通过折弯、展平、倒角、切口、冲孔等一系列钣金特征,最终产生钣金件。
钣金设计的一般过程,必须先利用“薄壁”特征创建钣金件的主要轮廓外形,即创建“第一壁”特征,然后在此基础上添加其他特征,如进行冲孔、切口、折弯、展开等各种操作,从而得到最终的钣金件。
2.钣金设计模式
钣金设计模式具有3种可创建钣金件的模式,即钣金件模式、组件模式、转换模式。Pro/E具有完全的设计参数,可先设计成立体实体再转换成钣金件,也可以钣金件模式直接设计。
(1)钣金件模式:在默认情况下,系统使用英寸(1)(in)、磅(lb)以及秒(s)作为单位,并自动创建默认基准平面及坐标系,同时利用数字图标按钮极为方便地调用指令;操作指令与钣金实际加工操作相同,且可转换为钣金加工。
Pro/E内置材料延伸系数表,可直接计算展平后的尺寸,也可在默认情况下简化设计输入,避免不符的设计规范,并可区分钣金内(白色)外(绿色)面的颜色。
(2)组件模式:在设计过程中,为装配件制作一个外壳或支撑件,可在装配环境下利用现有装配件的图元作为参照直接设计钣金件,也可在钣金模块下创建钣金零件,然后再装配钣金件。但后一种方法则须考虑钣金件的大小及形状是否适合现有零件,因制作的钣金件易产生与整体装配不协调的弊端。
(3)转换模式:在选择某种方式并进行相应设置之后,系统会将实体零件转换为钣金零件,并按步进式特征建构方式,呈现钣金真实的成型过程,即平整Wall(薄板)→Cut(切割)→Bend(折弯)→完成品。如图1-22所示,一块大型金属钣金,经切割后再折弯一个角度,一步步成型为所需要的成品。
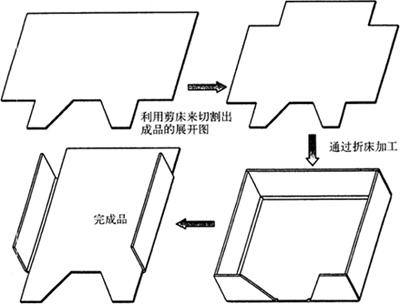
图1-22 电子产品外壳的成型
3.钣金件设计目标
通过使用Pro/ENGINEER Wildfire Sheetmetal钣金模块,可完成组合件中钣金零件的设计、成型状态或平整状态模型主体的设计,以及与钣金件相关的Wall(薄壁)、Bend(折弯)、Cut(切割)、Punch(冲孔)、Notch(切口)或Form(成型)等特征的设计。
在建立模型的平整状态时,利用变更Y-Factor来控制折弯的长度(developed length)。建立模型几何的平整阵列和平整状态,以反映制造和设计模型。并建立“折弯顺序表(Bend Table)”,以表示制造过程中使用的折弯顺序、折弯半径和折弯角。通过绘制平整模型和设计模型的产品图及“折弯顺序表”,以便记录设计过程。
4.使用限制
由于钣金特征是一套特别独立的特征,当零件被完全折弯到其设计状态或二者之间的任何阶段时,钣金件特征都可增加到钣金零件的加工过程中,并可在“Sheetmetal(钣金件)”模式下建立Datum(基准)、Cosmetic(装饰)及某些实体类特征,如Hole(孔)、Pipe(管)等。但不能在“Part(零件)”模式检索钣金零件,不能增加不适用于钣金件技术的“实体类”特征,如轴、扭转特征等。
(二)Solide Works钣金设计
Solide Works具有功能强劲、全相关的钣金设计和模具设计能力,以及从现有二维数据建立三维模型的强大转换工具及开放的二次开发工具,从而为用户进一步扩充和定制系统功能提供了方便,使用户可利用三维等工具进行产品开发、装配处理和复杂曲面造型等。
同时,Solide Works还提供了强大的基于特征实体的建模功能,用户可以通过拉伸、旋转、薄壁、抽壳、阵列及打孔等操作实现产品设计,还可方便地添加特征和更改特征,以及将特征重新排序、对特征和草图进行动态修改等,并通过拖拽等方式实现适时设计修改
在使用过程中,Solide Works能够直接读取DWG格式文件,在人工干预下将AutoCad的图形转换成Solide Works三维实体模型,使熟悉Windows的用户易懂易用,可将符合Windows标准的应用软件,集成到Solide Works软件中,从而为用户提供了一体化的解决方案。
在进行装配设计时,可以直接参考其他零件并保持这种参考关系生成新零件,动态地查看装配体的所有运动,并对运动零部件进行动态的干涉检查和间隙检测,还可以应用智能零件技术自动完成重复设计,运用智能化装配技术完成自动捕捉并自定义装配关系。
在进行工程图设计时,可以自动生成详细、准确的工程图样,该工程图是全相关的,即在修改图样时,三维模型、各个视图、装配体都会自动进行更新。
(三)冲压工艺CAE设计
CAE/CAM技术也已在板料冲压成型工序(如弯曲、胀形、拉深等)中得到了应用,尤其是应用在汽车覆盖件的成型中,给整个汽车工业带来了极为深刻的变革。利用CAE(其核心内容是有限元分析、模拟)技术,对CAD系统设计的覆盖件及其成型模具进行覆盖件冲压成型过程模拟,将模拟计算得到的数据再反馈给CAD系统进行模具参数优化,最后送交CAM系统完成模具制造。这样就省去了传统工艺中反复多次的繁杂的试模、修模过程,从而大大缩短了汽车覆盖件的生产乃至整个汽车改型换代的时间。
对于大型复杂冲裁件,利用CAD/CAE技术,可省去大型、复杂的模具,大大降低产品的成本。而且,操作时只要输入造型设计师设计的冲压件形状数学题型,计算机就会输出我们所需要的模具形状、板料尺寸、拉深筋及其方位和形状。
1.冲压工艺分析及选定
(1)冲压件工艺性分析:冲裁件、拉深件、弯曲件等均有不同的工艺可行性要求,在CAE系统中可采用扫描自动判别的方法或交互式查询等方法,也可用工艺性典型图通过人机交互完成此项工作,其工作流程如图1-23所示。

图1-23 工艺性判断流程
通常,在输入冲压件的图形数据、材料厚度及牌号代码等信息后,要判断需冲压对象的可行性时,须对整个图形进行搜索选择判别对象元素。
对于直线,是以某一端点为圆心、某一常数为半径作一辅助圆,进而判断辅助圆和除线段本身以外的所有图形元素,是否有交点或图形元素在辅助圆内,若有交点或在辅助圆内,则是判断对象元素。
对于圆元素,则是将其半径放大或缩小作辅助圆,求图形所有元素是否和辅助圆有交点或在其内,即可找到判断对象元素。但要注意到在有关系的元素间,可能有多余元素存在,须将其除去。
在找到判断对象元素以后,可利用事先确定的一套几何关系进而确定判断对象的性质,同时用解析几何的方法求出点与线间、线与线间、线与圆弧间以及圆与圆间的最小距离,从而进一步计算出需要判别的量值,并与允许的极限值进行比较。
(2)冲压工艺选定:冲压工序的安排、工序的组合,无论是单冲裁工序、复合冲裁工序,还是连续级进冲裁工序等,均属工艺方案选择中的问题,工艺方案关系到产品质量、生产率及成本等。多数采用人机对话方式,由用户根据本厂生产实际情况作出判断。
(3)冲压工艺计算:
1)毛料计算,如拉深毛坯下料尺寸及形状的确定、弯曲件展开尺寸计算、冲裁件毛料排样图的设计、各种方案中材料利用率的计算等。
2)工序计算,如拉深次数计算、拉深系数分配及过渡形状确定、弯曲件的先后弯曲、冲孔顺序、级进模的工步安排。
3)力的计算,如冲裁力、顶件力、卸料力、压边力的计算;在某些情况下,尚需计算成型中功率消耗的大小。压力机的选用,除根据计算对压力机的吨位、行程、闭合高度、台面大小等参数进行校核外,还需要查询工厂现有压力机型号的数据文件,然后根据工作任务忙闲程度确定。
4)模具工作部位强度校核,一般根据需要及实际情况确定,包括凸模失稳、凹模模壁强度等。
2.弯曲件毛坯展开
在进行冲压工艺CAE设计时,必须首先将弯曲件或拉深件等展开,然后再根据展开形成的弯曲件特征树,从基准特征开始搜索,遍历整个弯曲树,对每个弯曲特征子树进行展开计算,表示每个弯曲面的展开过程。弯曲面展开是以弯曲的主平面为基准,将弯曲区展开成平面,与弯曲面相连的所有特征子树必须作旋转变换。
弯曲件展开后,各个特征之间的相互连接关系不变,因此可复制出弯曲件的弯曲树,形成展开树,如图1-24所示。

图1-24 弯曲件自动展开流程
由于展开过程是弯曲成型的逆过程,弯曲区的尺寸与金属材料的厚度及工艺有关,因此很难准确计算出展开尺寸,只能凭经验采取中性层系数的方法确定展开尺寸。
3.冲压件毛坯排样
由于在毛坯排样中,不仅要考虑材料利用率,还要考虑条料的轧制方向对内弯曲区的影响,以及载体方式和条料强度,所以CAE系统毛坯排样是自动优化排样和交互排样相结合的过程。
自动优化排样仅从材料利用率角度出发,采用高度函数法,计算出材料利用率最高情况下的图形排列方式。其结果须通过交互式排样进行调整、修改,并利用存放在Blay数据结构中的排样参数,对冲压件展开图形动态平移和旋转,达到改变步距和图形转角的目的,还可由菜单功能选择单排或双排方式排样,如图1-25所示。

图1-25 毛坯排样流程
4.弯曲工序设计
按照毛坯排样的结果将零件展开图复制到指定的工位,并继承已设计的排样工序,采用交互式方法在任意工位设计弯曲工序,制定弯曲角度。在弯曲变换中,弯曲面上的子特征及相邻特征及后续各工位也应作相应的变换(图1-26a)。

图1-26 弯曲工序与添加工位设计
a.工序设计流程 b.添加工位流程
由于弯曲过程是零件展开的逆过程,所以图形变换、绘图及计算的具体操作参见毛坯展开,并要考虑弯曲中的干涉、回弹等,可通过三维图形显示检查及计算,还可根据排样工序的需要,不断添加工位,如图1-26b所示。
5.冲裁工艺CAE方案选择
(1)冲裁工艺方案选择:由计算机判断选择冲裁工艺方案时,必须首先根据生产中的实际经验,总结出工艺方案选择的判据,建立类型选择设计模型,如图1-27所示。

图1-27 冲裁工艺方案选择流程
当冲压件内孔与其他孔间的定位尺寸精度要求较高时,应尽可能采取成型零件精度高的复合模。然而,当冲压件的料厚大于3mm且外形尺寸大于250mm时,不仅其冲压力大,且模具结构尺寸大,故不适于采用连续模。
尤其当冲裁件的孔或槽间距太小及悬臂窄而长时,因不能保证复合模的凸凹模的强度,只能采用单工序冲模或连续冲模。
由于连续模、复合模生产率高,故对中、大批量生产的冲压件,宜采用连续模或复合模。但其结构复杂,对加工技术水平及设备均要求较高。
(2)冲裁工艺计算:冲裁工艺计算包括排样、冲裁搭边值、冲裁力、附加工艺力(包括卸料力、推件力和顶出力)、压力中心、冲裁间隙、冲裁变形过程等的计算。
形状简单而对称的工件,压力中心与工件几何中心重合;形状复杂工件(多凸模、冲孔模)的压力中心用解析法确定。冲裁间隙有理论确定法和经验确定法,理论确定法确定间隙Z时的计算公式为
Z=(t-h0)tanβ
式中h0——凸模压入深度;
β——裂纹方向角;
t——板料厚度。
排样计算法有加密点逐步移动判别法、平行线分割一步平移法、函数优化法等。冲裁变形过程模拟比较复杂,可用有限元法、网格法、大变形理论矩阵等方法进行分析。