坡口形式及要求
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第198页(2935字)
焊缝是构成焊接接头的主体部分,对接焊缝和角焊缝是焊缝的基本形式。焊件是否需要在对接或角接时开坡口、开何种坡口形式,将取决于材料的种类、厚度、焊接方法和工艺过程,以及产品的力学性能等因素。
(一)对接接头坡口形式
两块钢板端面相对平行而接合的接头称为对接接头。它是各种结构中采用最多的一种接头形式,按接边预制形状不同,焊条电弧焊常用的坡口形式可分为七种,如表3-11所示。
表3-11 焊条电弧焊常用的坡口形式与尺寸


1.齐边接口
齐边接口即不开坡口的对接接头。一般适用于厚度小于6mm钢板的对接。为了使电弧能深入金属进行加热,保证焊透,接边之间需留1~2mm间隙。被焊工件愈厚,间隙也需相应增大并双面焊,否则易引起焊不透。
对于重要结构,钢板超过3mm厚度时,就要求开坡口,以确保根部焊透。
2.V形坡口
当钢板厚度为6~26mm时,应采用开V形坡口,其接边间隙为2~3mm,接边直边部分(称为钝边)高度为2mm,接边坡口为60°,这种坡口加工方便,但变形较大。
3.X形坡口
当钢板厚度为12~60mm时,可采用开X形坡口,其接边间隙为4mm,钝边(接边直边部分)高度2mm。X形坡口的金属填充量要比V形多50%,工件焊后接头强度高、变形比较小。
4.U形和双U形坡口
当钢板厚度为20~60mm时,应考虑采用U形坡口;而当钢板厚度超过40mm时,则应考虑采用双U形坡口。一般情况下,二者获得的焊接接头质量最好,且焊后工件的变形和应力最小。
然而,这两种坡口形式加工比较困难,而且需要刨边或铣床设备。因此,这两种坡口形式只适用于要求焊接质量高的重要结构。
5.K形和半K形坡口
当钢板厚度为20~40mm时,若上端立板较厚而又需焊透,应对立板两侧接边开K形或半K形坡口,其接边间隙为4mm,钝边高为2~3mm。
当钢板厚度不等对接时,若两板厚度差(t1-t)不超过表3-12的规定,则接头的基本形式和尺寸应按厚板选取;若t1-t超过表中所规定的值或在双面超过2(t1-t)时,则应在较厚的板上作出单面或双面削薄,其削薄的斜边长度L≥(3~4)(t1-t),如图3-35所示。
表3-12 不同厚度金属对接允许厚度差t1(mm)

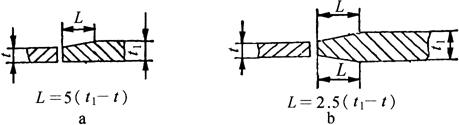
图3-35 不同厚度板的对接
a.单面斜边 b.双面斜边
(二)角接接头的坡口形式
角接接头是在两块钢板的端部组成直角或某一角度的连接接头,若接头只承受较小的剪切应力或者作为不受力的连接焊缝时,一般不必开坡口;若接头处承受载荷力较大时,则要求接头处保证焊透,必须开设单边V形、U形坡口或双边K形坡口,如图3-36所示。

图3-36 角接接头坡口形式
a.不开坡口(平接和错接) b.单边V形坡口 c.V形坡口 d.K形坡口
(三)T形接头坡口形式
两块钢板成T形接头时,可不开坡口,或开单边V形坡口或开K形及双U形等坡口形式,如图3-37所示。

图3-37 T形接头坡口形式
a.不开坡口 b.单边V形坡口 c.K形坡口 d.双U形坡口
通常钢板厚度在2~30mm时可不开坡口,而根据需要采用双面焊或单面焊,也可采用连续焊或断续焊。当立板较厚而又需焊透时,则应对立板接边开坡口。
(四)搭接接头坡口形式
钣金薄板接头常将两块钢板部分搭叠,沿着一块或两块板的边缘进行焊接,或在其上面一块钢板上开孔,采用塞焊将两块钢板焊在一起,如图3-38所示。

图3-38 搭接接头焊接形式
a.不开坡口 b.圆孔内塞焊 c.长孔内角焊
这种接头均称为搭接接头,消耗材料较多且增加结构自重,并因两工件受力作用时不在同一平面上,可产生很大力矩,使焊缝应力复杂、受力能力较低,所以在设计重载荷结构时应尽量避免采用。
(五)坡口尺寸及形式选择
1.坡口尺寸的确定
各种坡口尺寸可根据GB985-80和GB986-80规定,或根据具体情况确定。其中,坡口角是用于使电弧能沿板厚熔入一定的深度,保证焊缝根部即钝边的焊透,并获得良好的焊缝和便于清渣。但坡口角增大,会增加填充金属量,使焊接生产效率降低。
钝边的作用主要是防止烧穿,但钝边尺寸不能过大,要保证底层焊缝能焊透。间隙也是为了保证根部焊透,并要求装配间隙沿接边均匀一致。
2.坡口形式的选择
(1)尽量减少焊缝金属的填充量:在同样板厚情况下,X形坡口和U形坡口比V形坡口需要填充的金属(或焊条)少,焊接工时也少,而且焊后角变形也小。
(2)保证焊透和避免产生裂纹:对于容易产生裂纹的低合金中、厚钢板或合金钢材,应选用U形坡口。容器内部不便焊接处,常采用单面U形坡口。
(3)尽量减小焊接变形:对于中、厚板施焊应尽量选用对称的坡口形式,使焊后工件的变形,尽可能减到最小程度。
(4)坡口形状应便于加工:U形坡口几乎全靠刨、铣加工成型,成本较高。一般只在较重要的焊接结构中采用。