公差与配合
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第272页(3201字)
(一)公差与配合的基本概念
1.零件的互换性
互换性是指同一规格的一批零件中,任取一件,不经过选择与修配,就能顺利地装配到机器上,达到设计规定的性能要求。具有互换性的零件,不但给机器装配、修理带来方便,更重要的是为机器的现代化大批量生产提供了可能性。
为使零件具有互换性,在加工零件时就必须按零件的技术要求精确加工。GB/T1800.1-1997中对零件尺寸极限值的规定,就是保证零件具有互换性的条件之一。
2.尺寸公差
尺寸公差是指零件尺寸的允许变动量,简称公差。公差是一个没有符号的绝对值,有关公差的名词术语及示例见表4-32。
表4-32 公差的术语定义及示例(mm)

表4-32中的基本尺寸与极限尺寸和极限偏差的关系示意图,如图4-22所示。图中零线是确定偏差的一条基准直线,即零偏差线,通常将零线水平绘制,以零线表示基本尺寸(图4-22a),以其为基准确定偏差和公差带的位置,正偏差位于其上,负偏差位于其下。
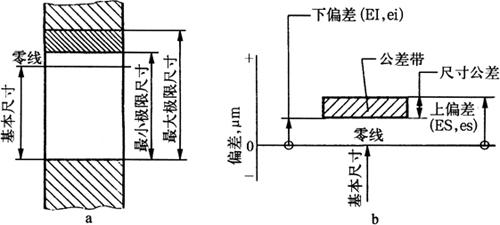
图4-22 尺寸公差及公差带
a.尺寸公差与零线 b.公差带图觧
表中的实际尺寸,当实际测量尺寸在极限尺寸范围内时,零件的尺寸合格,否则为不合格产品。
3.标准公差
GB/T1800.3-1998中规定,确定公差带大小的任一公差的数值,由确定尺寸精确程度的公差等级和基本尺寸确定。标准公差等级分20级,即IT01,II0,IT1,IT2,…,IT18。IT表示标准公差,公差等级代号用阿拉伯数字表示,从IT01到IT18公差等级依次降低,尺寸精度依次降低,而相应的标准公差依次加大,其中IT01级最高,IT18级最低。IT01~IT12用于配合尺寸,IT12~IT18用于非配合尺寸。表4-33列出了基本尺寸3~1000mm的标准公差值。
表4-33 标准公差数值(摘自GB/T1800.3-1998)

4.基本偏差与极限偏差
基本偏差相比标准公差的作用如图4-23a所示,它是用以确定公差带相对零线位置的上偏差或下偏差,一般指靠近零线的那个偏差。孔和轴分别规定了28个基本偏差(图4-23b),其代号用拉丁字母(一个或两个)按其顺序表示,大写字母表示孔的基本偏差代号,小写字母表示轴的基本偏差代号。

图4-23 基本偏差与标准公差
a.标准公差 b.基本偏差系列
孔、轴公差带代号用基本偏差代号与公差等级代号组成。如H8表示孔公差带,其基本偏差代号为H,标准公差等级为IT8;h7表示轴公差带,其基本偏差代号为h,标准公差等级为IT7。
根据基本尺寸可以从标准极限偏差表4-34或表4-33中查得孔或轴的极限偏差数值,再根据标准公差即可计算出孔的另一个偏差,即ES=EI+IT或EI=ES-IT;轴的另一偏差ei=es-IT或es=ei+IT。
表4-34 基本尺寸至500mm的孔.的极限偏差(μm)(摘自GB/T1800.4-1999)

例如:查表确定 30H8为孔的公差。查表4-34可得偏差为“+33”单位为μm,可写成
30H8为孔的公差。查表4-34可得偏差为“+33”单位为μm,可写成 30+
30+ 。
。
若查 30h7为轴的公差,可根据基本偏差系列,查标准公差表4-33,在基本尺寸大于18~30行中查公差带IT7,即得其偏差为“
30h7为轴的公差,可根据基本偏差系列,查标准公差表4-33,在基本尺寸大于18~30行中查公差带IT7,即得其偏差为“ ”(或查阅有关书中“基本尺寸至500mm”轴的极限偏差表),单位为μm,可写成
”(或查阅有关书中“基本尺寸至500mm”轴的极限偏差表),单位为μm,可写成 30。
30。
5.配合与基准制
(1)配合种类:配合是基本尺寸相同的、相互结合的孔和轴公差带之间的关系。因为孔和轴的实际尺寸不同,装配后可能出现不同的松紧程度,即出现“间隙”或“过盈”(图4-24)。当孔的尺寸减去相配合的轴的尺寸之差为正时是间隙,为负时是过盈。

图4-24 基孔制和基轴制
a.基孔制 b.基轴制
根据零件间的要求,国家标准将配合分为三类,如表4-35所示。
表4-35 配合的种类


(2)基准制:当基本尺寸确定后,为了得到孔和轴之间各种不同性质的配合,需要制定其公差带。如果孔和轴两者之间可以任意变动,则配合情况变化极多,不便于零件设计和制造。为此,GB/T1801-1999对配合规定了两种配合制度,即基孔制和基轴制(图4-24)。
1)基孔制:基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的制度称为基孔制,基孔制的孔为基准孔,基孔制的基本偏差代号为H,其下偏差为零(图4-25a)。
在机械制造中,通常优先采用基孔制,且在选用时一般孔公差等级比轴公差等级低一级。一般A~H(或a~h)用于间隙配合,J~ZC(或j~zc)用于过渡和过盈配合。
2)基轴制:基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的制度称为基轴制,基轴制的基本偏差代号为h,其上偏差为零(图4-24b),水平实线代表孔或轴的基本偏差,虚线则代表另一极限。
(3)配合代号:用孔、轴公差带代号组合表示,写成分数形式,分子 为孔的公差代号,分母为轴的公差代号。例如
为孔的公差代号,分母为轴的公差代号。例如 30为孔和轴的配合,可分别查孔的极限偏差表
30为孔和轴的配合,可分别查孔的极限偏差表 30H7和轴的极限偏差表
30H7和轴的极限偏差表 30P6,查得孔
30P6,查得孔 30H7+
30H7+ 、轴
、轴 30P6
30P6
 ,并由其偏差值可知这对配合为过盈配合。
,并由其偏差值可知这对配合为过盈配合。
(二)公差与配合的标注方法
1.零件图上标注
零件图上可注公差带代号或极限偏差值,亦可两者都注。例如:孔 40H7或
40H7或 40+
40+ 或
或 40+
40+ ;轴
;轴 40g6
40g6
 或
或 40
40
 ,但对零件的非配合尺寸(即自由公差)一般不标注公差,其精度一般低于IT12级。
,但对零件的非配合尺寸(即自由公差)一般不标注公差,其精度一般低于IT12级。
2.装配图上标注
装配图上一般标注配合代号,例如孔和轴装配后为 40
40 。表4-36列举了图样上标注公差配合的实例,标注极限偏差时,偏差数值比基本尺寸数字字号要小一号,偏差数值前必须标注正负号(零除外)。
。表4-36列举了图样上标注公差配合的实例,标注极限偏差时,偏差数值比基本尺寸数字字号要小一号,偏差数值前必须标注正负号(零除外)。
表4-36 公差与配合标注示例(mm)
