气焊规范
出处:按学科分类—工业技术 河南科学技术出版社《焊接技术手册》第703页(2133字)
1.火焰种类
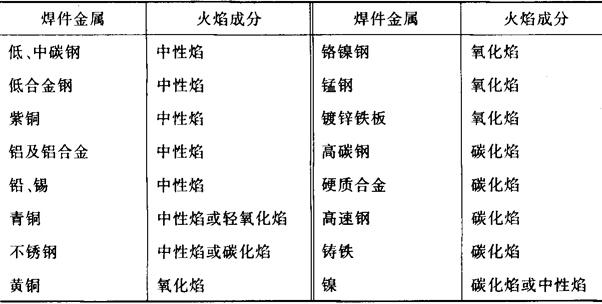
根据所焊金属材料正确地选择火焰成分对保证焊接质量是非常重要的,各种成分的火焰用途见表12-19。
12-19 不同材料的焊件焊接时应采用的火焰成分
2.火焰能率
火焰能率是以每小时可燃气体的消耗量来确定的。火焰能率的选用取决于被焊金属的厚度和它的热物理性能。
焊接碳钢、低合金钢、铸铁、黄铜、青铜、铝和铝合金时,火焰能率可按下面的经验公式计算:
左焊法:V=(100~120)δ
右焊法:V=(120~150)δ
式中 V-火焰能率(L/h);
δ-母材厚度(mm)。
焊接紫铜时,火焰能率按下式计算:
V=(150~200)δ
3.焊炬倾角
焊炬倾角α愈大,热量愈集中。焊炬倾角的大小主要取决于焊件厚度和焊件金属的热物理性能。
焊接碳素钢时,焊炬倾角与焊件厚度的关系见图12-11。所焊材料不同,焊炬倾角不同,例如焊铜时α=80°,焊铝时α=10°。
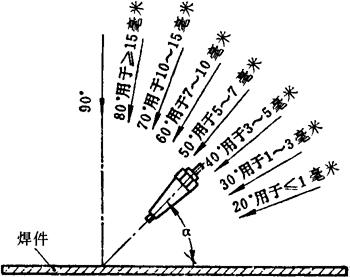
图12-11 焊炬倾角与焊件厚度的关系
焊炬倾角在焊接过程中需要改变,变化示意图见图12-12。
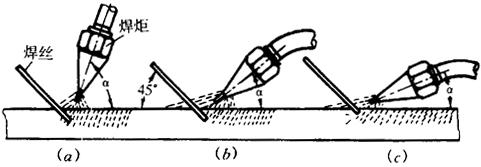
图12-12 焊接过程中焊炬倾斜角的变化示意图
(a)焊前预热 (b)焊接过程中 (c)焊接结束填满弧坑
在气焊过程中,焊丝与焊件表面的倾斜角一般为30°~40°,它与焊炬中心线的角度为90°~100°,见图12-13。
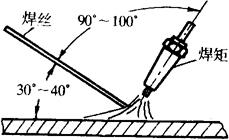
图12-13 焊炬与焊丝的位置
4.焊接速度
焊接速度通常以每小时完成的焊缝长度来表示,其经验公式为:
V=
式中 V——焊接速度(m/h);
δ——焊件厚度(mm);
K——系数。
不同材料气焊时K值的大小见表12-20。
表12-20 不同材料气焊时K值的大小

5.焊丝直径
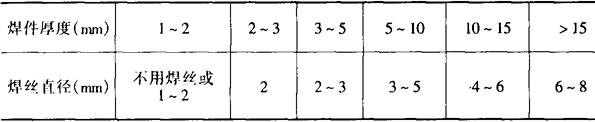
焊丝直径的选择要根据焊件的厚度和坡口型式来确定。一般根据焊件厚度可按表12-21来选择焊丝直径。
表12-21 焊件厚度与焊丝直径关系
6.焊前准备
(1)焊丝及焊件表面清理。为保证焊接质量,气焊前应把焊丝及焊件接头处表面的氧化物、油污清除干净,可以采用机械方法或化学方法进行清理。
(2)点固焊。点固焊的目的是固定工件间的相互位置。根据工件厚度不同直缝的点固焊可采用图12-14和图12-15的点焊顺序,点焊长度一般为5~7mm,间隔为50~100mm。若工件较厚时,点固焊的长度应为20~30mm,间隔为200~300mm。环缝点固焊时,对于直径较小的管子,只需点固焊两处;若直径较大,可沿环缝点焊数处,不论直径大小,起焊点应从两个点固处的中间开始,如图12-16所示。
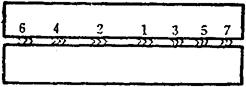
图12-14 薄工件点固焊顺序
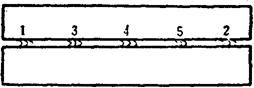
图12-15 较厚工件点固焊顺序
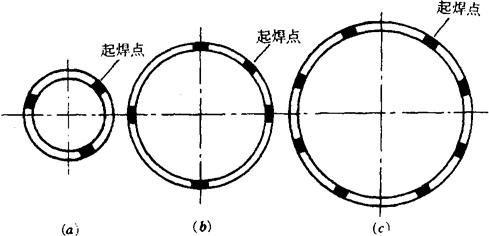
图12-16 不同管径的点焊及起焊点示意图
(a)直径小于70mm点固焊两处
(b)直径100~300mm点固焊3~5处
(c)直径300~.500mm点固焊5~7处