放样任务及要求
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第331页(2286字)
(一)放样图与施工图区别
放样图简称放大样,即按照施工图(视图)的要求或构件的主体形状,遵循正投影原理,将构件中性层或里皮尺寸画到纸板或钢板上所得的单线图即为放样图,画放样图的过程即为放样。放样图与施工图的区别如下。
1.绘图比例的区别
施工图一般都是将产品立体形状以一定比例放大或缩小绘制的。各部分按投影的一致性及尺寸准确程度受到一定限制,外部轮廓形状(尤其是一般曲面)能否完全符合设计要求,较难肯定,尤其是大型产品放样和新产品试制中问题较为突出。
放样图因可用1∶1的实际尺寸绘制,其剖面多少亦不受限制,所以设计中存在的问题将充分显露并方便得到解决。
2.图上表示内容的区别
施工图上不仅须表明投影关系、内部或局部的关系,还须画出两个以上视图、剖视图及局部放大图等,还须标注构件的全部尺寸、尺寸公差与形位公差、表面粗糙度、标题栏及有关技术说明等才能加工成型。
例如4.3节中的图4-20上框架梁金属结构图、图4-21侧板金属结构图均为复杂结构件的施工图,又如图5-1a圆锥管接头、图5-1b扁钢圆环均为简单结构件的施工图。

图5-1 简单结构件的施工图
a.圆锥管接头 b.扁钢圆环
放样图上1∶1的比例能精确反映实物的尺寸和形状,直接用于展开,可不必标注除中性层里皮以外的尺寸,也无须画出板厚。
放样图线条的粗细无关紧要,但往往需要添加各种与展开有关的必要辅助线条,去掉视图中与放样无关的线条,甚至可以去掉与展开下料无关的视图。如图5-2放样图上画出了锥管头的锥顶点,去掉了俯视图,且仅标注锥管的中性层尺寸即可。
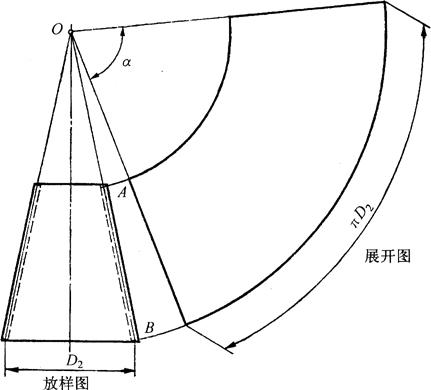
图5-2 圆锥管的放样图和展开图
(二)放样结构处理
产品放样时,在不违背原设计基本要求的前提下,均必须依据工艺要求进行结构处理,即将原设计中因材料、设备、加工能力等方法的影响而难以成型的结构部位进行处理。结构处理涉及面较大,有时还很复杂,则要求放样者有较丰富的专业知识和实践经验,并对相关专业(如焊接,起重等)知识有所了解。现列举两个简单实例,对放样过程中的结构处理予以说明。
1.圆锥台容器局部结构处理
图5-3a所示圆锥台容器的端部结构,其中角钢圈起加固连接的作用,由于此角钢圈的断面形状成八字形,在加工时需要加热弯曲。某厂在制造该产品时,根据本厂拥有滚板机和型钢冷弯机的条件,决定在不降低原设计强度的条件下,将角钢圈改为图5-3b所示的两件组合形式(图中Ⅰ、Ⅱ为组合件),改进后的两件可分别在滚板机和型钢冷弯机上加工成型,改善了加工条件,提高了工作效率。

图5-3 圆锥台容器局部视图
a.角钢圈改进前 b.角钢圈改进后 1、2.容器壁 3.角钢圈
2.筒形件的结构处理
图5-4所示为某产品上的一个大圆筒部件,原设计中只给出了各部件尺寸要求,但因此件尺寸较大,需由几块拼制而成,所以放样时就应该考虑拼接焊缝的位置和接头坡口形式。例如,采用图5-4b所示拼接方案结构处理时,要考虑的问题是多种多样的,放样者要根据产品的具体情况和工厂条件妥善解决。

图5-4 大圆筒件的结构处理
a.视图 b.拼接位置及坡口形式
(三)放样工作要点
利用放样图进行以下工序的工作:
(1)结合必要的计算,求出构件用料的真实形状和尺寸,有时还要画出与之连接的构件的位置线(即算料与展开)。
(2)依据构件的工艺需要,设计加工或装配所需的胎具和模具等。
(3)依据放样图可绘制供号料画线用的草图,制作各类样板、样杆和样箱,准备光学放样或计算机放样等。
(4)利用放样图可直接对某构件进行装配定位,即所谓“地样装配”。桁架类构件和某些组合框架的装配,经常采用此法将放样图画在钢质装配平台上,如图5-5屋架的地样装配。装配时首先在平台上画出屋架的放样图,保证各部位分尺寸位置准确画出后,可沿样图外轮廓线焊上若干定位挡板,然后再按照样图位置,依次放好连接板、夹板、上下弦杆及腹杆并点焊固定(图5-5b)。

图5-5 屋架半扇的地样装配
a.画放样图 b.点焊固定