号料技术方法
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第356页(1968字)
(一)板材号料技巧
利用各种方法、技巧,合理地铺排零件在板材上的位置,最大限度地提高原材料的利用率是板材号料的一项重要内容。
1.集中单排
同一种零件的单排方式可有三种情况,即有废料排料、少废料排料和无废料排料。一般根据模具结构设计要求,按表5-3所示,合理选择排样方法。
表5-3 排样方法

2.集中套排
由于各种零件材料的材质、规格是多种多样的,为了做到合理使用原材料,在零件数量较多时,可将使用相同牌号材料且厚度相同的零件集中在一起,统筹安排,长短搭配,凸凹相就。这样便可充分利用原材料,提高材料的利用率,如图5-27所示。

图5-27 集中套排号料
3.余料利用
由于每一张钢板或每一条型钢号料后,经常会出现一些形状和长度大小不同的余料。将这些余料按牌号、规格集中在一起,用于小型零件的号料,可使材料的利用率达到最大限度。
目前,在一些大型企业中,已将上述合理用料工作由计算机来完成,并与数控切割等先进下料方法相匹配。
(二)型钢号料方法
由于型钢的截面形状不同,其号料方法也有不同之处。
1.整齐端口长度号料
整齐端口长度的型钢号料时,一般采用样杆或卷尺确定长度尺寸,再利用过线板画出端线,如图5-28a所示。

图5-28 型钢号料方法
2.中间切口或异形端口号料
有中间切口或异形端口的型钢号料时,首先利用样杆或卷尺确定切口位置,然后利用切口处形状样板画出切口线,如图5-28b所示。
3.在型钢上号孔的位置
在型钢上号孔的位置,一般先用勒子画出边心线,再利用样杆确定长度方向上孔的位置,利用过线板在型钢上画出孔的纵向中心线,然后再用样杆在中心线上画出孔的位置。
然而,使用这种样杆制作方法时应注意,是将地样上各孔的位置,画在方木条上,然后再利用方木条往型钢上画出的。
(三)二次号料及误差
1.二次号料
对于某些加工前无法准确下料的零件,如某些热成型零件、有装配余量要求的管状零件等,经常在一次号料时留有充分的余量,待加工后或装配时再进行二次号料。
在进行二次号料前,结构形状必须矫正准确,消除结构上存在的变形,并在精确定位后,方可进行二次号料。中小型零件可直接在平台上定位画线,如图5-29所示。
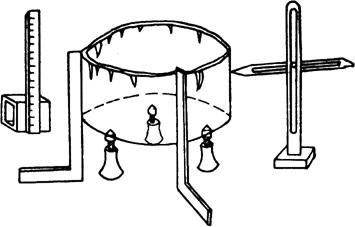
图5-29 小型零件二次号料平台
对于大型结构件,则在现场钢板或装配台上,用常规画线工具并配合经纬仪等进行二次画线,如图5-30所示。
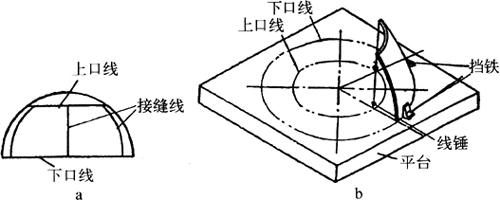
图5-30 多瓣球形封头二次号料装配
某些装配定位线或结构上的某些孔口,需要在零件加工后或装配过程中画出并注明,亦属二次号料,如图5-31所示。

图5-31 装配定位线的二次号料
a.挡板定位线 b.销轴定位线
2.号料允许误差
号料画线为加工成型提供直接依据。为了保证产品质量,号料画线必须严格控制在允许误差范围内。常用的号料允许误差值列于表5-4。
表5-4 常用号料项目允许误差
