型材切割
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第565页(1907字)
(一)锯切下料
锯切是通过锯齿的切割运动切断材料或锯出工件上的切口、沟槽等,是型材和管材常用的下料方法。其中,带锯、盘锯、摩擦锯和摆锯适用于有色金属的切割下料,而条锯可用于各种材料的管件的切割下料。
条锯锯条由碳素工具钢或合金工具钢制成,并经淬火和低温退火处理。最常用的手弓锯锯条约长300mm、宽12mm、厚0.8mm,锯齿按齿距P大小可分为粗齿(P=1.6mm)、中齿(P=1.2mm)、细齿(P=0.8mm)。
锯齿的粗细选用,应根据锯切材料的性质和厚薄进行选择。通常,粗齿锯条适用于较软的低碳钢、紫铜、铝、塑料等材料;中齿锯条适用于中等硬度钢、黄铜、厚壁管、型钢、铸铁等材料;细齿锯条适用于硬钢、金属薄板、薄壁管等材料。
(二)剋切下料
錾切是利用錾子或剋子刃口的切削运动对工件进行加工,主要用于切断材料、切除毛刺、切除余料、切出沟槽或坡口等,每次剋削的金属层厚度为0.5~2mm。
常用的錾子为扁錾和狭錾(图8-11a、b),常用的剋子分上剋子和下剋子(图8-11c、d),一般采用45、T8、65Mn等碳素工具钢和弹簧钢锻制成,并经刃磨与淬火加低温回火后(表8-3)方能使用。其中下剋子通常利用废剪刃片或钢轨加工而成。
表8-3 不同钢号錾子和剋子的热处理工艺及硬度


图8-11 剋切工具(单位:mm)
a.扁錾 b.狭錾 c.上剋子 d.下剋子 1.切削刃 2.切削部分 3.斜面 4.柄 5.头部
剋切前,将板料放在铁砧或平板上,在板料的切缝下垫上软铁等辅助材料,视情况而定选用C形卡或压板等固定,并将选定剋子的切削刃磨成适当的弧形(图8-12a),以便使前后排剋时的剋痕连接光顺。当剋切直线段时,錾子切削刃可以宽些,而曲线剋切时,切削刃的宽度应根据其曲率半径大小确定,使剋痕能与曲线基本一致。
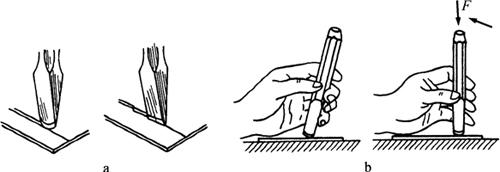
图8-12 剋切方法
a.剋断 b.操作要领
剋切时,錾子刃口必须先对齐剋切线并成一定斜度(图8-12b),按线由前向后排剋,然后逐步放垂直,依次剋切下料。
(三)剋切下料
1.直线剋切
要保持上剋子的合适倾角且与下剋子的靠紧,随时纠正剋切偏差。剋切前,将板料平放在下剋子上,余料部分探出剋刃,以过线找正,使剋切线与下剋刃重合,上剋刃对准切口线置于板料上,要探出1/3剋刃宽,并与下剋刃相靠,且保持上剋子的前面与板料垂直、刃口与板料成10°~15°的倾角(图8-13a)。

图8-13 錾子剋切方法
a.錾子位置及倾角 b.外曲线 c.内方孔 d.内圆孔
2.曲线剋切
由于上剋刃、下剋刃均为直线,其剋切的线也只能为直线段,所以沿曲线剋切的实质是围绕曲线剋切成一个外切多边形,每次剋切量越小,剋切出的直线段越短,越接近曲线。并且,板料转动越频繁,锤击越短促,越容易剋切出近似曲线(图8-13b)。
3.内方孔剋切
图8-13c所示为使剋切的开口准确,对准下剋刃划直线,并将上剋刃尖角倾斜10°~15°与板料接触,轻轻锤击开口,待剋切出2~3倍刃宽的长度时,再将上剋刃平放于起剋处清根切透即可。
4.内圆孔剋切
为便于起剋,首先应选好起剋点,一般选在便于扶持板料的位置,过起剋点作内圆的切线,以便对准下剋刃(图8-13d),剋切方法与图8-13b的外曲线一样,内曲线的圆滑度也应符合要求。