激光切割
出处:按学科分类—工业技术 河南科学技术出版社《钣金技术手册》第597页(3126字)
(一)切割方法及机理
激光切割是一种将激光束和气体束同时聚焦在工件表面上对材料进行切割的方法。根据激光在切割过程中的机理及作用,可将其分为蒸发汽化切割、熔化吹气切割、反应气体切割等多种切割方法。
1.激光切割基本原理
如图8-38所示,用一个连续功率为0.25~16kW的激光器或频率为100Hz以上的脉冲激光器,通过光学系统将光束聚焦成一个直径为0.01mm或更小的光斑点,获得108~1010W/cm2的能量密度和10000℃的高温后,将焦点无论照射在任何坚硬材料的工件表面,工件表面一旦吸收能量,都将在<10-3s的瞬间使材料局部迅速熔化或汽化,熔化后未汽化的液态金属或非金属,再通过吹入氧气束升温并清除干净。
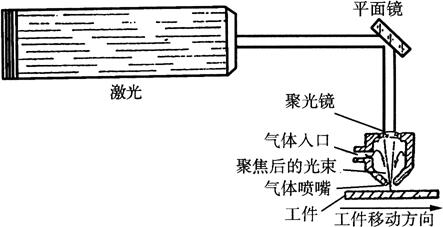
图8-38 激光切割原理
根据工件材料的性质,也可采用吹氮、氢、二氧化碳、氩或压缩空气等辅助气流排除切口液态金属,并保护切割表面。精确控制光斑尺寸和焦点离切割表面的距离,可获得光整的切缝。
2.激光蒸发汽化切割
当激光光束射到金属材料表面,材料沿高能量密度激光束的轨迹,立即被加热到沸点以上产生金属蒸气而急剧汽化,并以蒸气的形式由切口喷出逸散,且在蒸气快速喷出的同时形成切口。由于材料的气化热一般很大,所以汽化切割则需要很大的功率和功率密度。
激光蒸发汽化切割多用于极薄金属材料的切割,也可用于非金属材料的切割,如切割木材、塑料等材料时,它们在加热中几乎不会熔化就直接汽化切割完毕。
3.激光熔化吹气切割
当激光光束射到材料表面,材料被迅速加热到熔化,并借与光束同轴的喷嘴喷吹惰性气体,如氩、氦、氮等气体,依靠气体压力将液态金属或其他材料从切缝中吹除形成切口。这种切割方法不需要使材料完全汽化,所需的能量只有汽化切割的1/10,主要用于一些不易氧化的材料,如纸、布、塑料、橡皮及岩石混凝土等非金属材料切割,也可用于不锈钢及易氧化的钛、铝及其合金等活性金属的切割。
4.激光反应气体切割
该方法类似于氧乙炔焰切割,只是用激光作为预热热源,用氧气等活性气体作为切割气体。金属材料被激光迅速加热到熔点以上时,喷射的纯氧或压缩空气一方面与熔融金属作用,产生激烈的氧化反应并放出大量的氧化热,一方面将熔融的氧化物和熔化物从反应区吹出,在金属中形成切口。由于氧化反应产生了大量的热,所以切割所需要的激光功率只是激光熔化切割的1/2,而切割速度远远大于激光熔化切割和汽化切割。
这种激光切割多用于碳钢、钛钢、热处理钢和铝等易氧化金属材料的切割,其切割氧气不仅给金属助燃,提高了切割速度和效率,而且使切口狭小,热影响区小,提高了切割质量和精度,借助氧的作用还可以切割较厚的工件。
目前广泛采用大功率CO2气体激光器切割,其输出功率大(可达100kW),且连续稳定,因而可切割钢板、钛板、石英、陶瓷、塑料及木材等,切割金属材料的厚度可从薄板到10mm左右的中厚板,切割非金属材料可达几十毫米。
(二)切割工艺参数
激光切割后的切缝有一定的锥度,且表面会留下很浅的热影响层,如图8-39a所示。但与其他切割方法比较,切割同等厚度的同种材料,利用激光切割速度最高(图8-39b),切缝宽度最小。
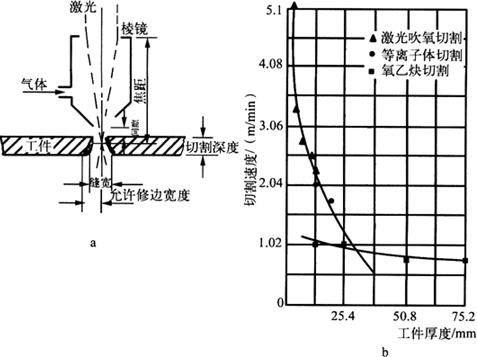
图8-39 CO2气体激光切割
a.切缝宽度 b.与其他切割方法的比较
实际生产中,采用一定功率的激光切割时,若焦点位于材料表面下方的1/3板厚处时,切割深度最大,切缝宽度最小;同等厚度同种材料的切割辅助气体活性越大、压力越大,切缝宽度越小;激光光束与喷气嘴气流同轴度越高,切缝宽度越小,切割质量越高。
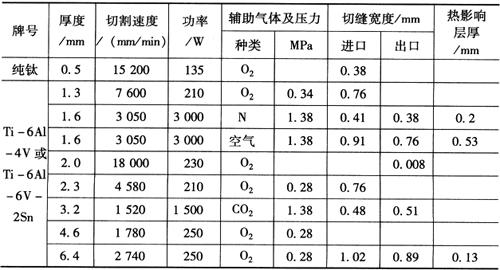
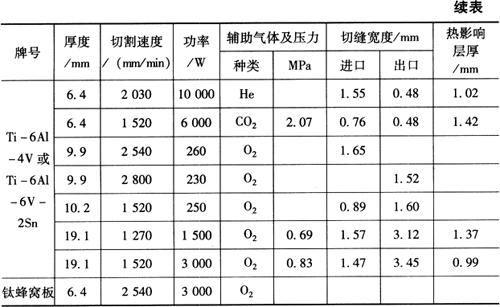
例如,用激光切割钛合金板材时,其切割速度越高,切口表面质量越好,热影响区也越小(表8-20)。辅助气体不仅可改善切割表面的质量,还可使切缝变窄,一般均采用数控技术控制切缝的形状和尺寸。目前市场上供应的瑞士百超公司生产的数控激光切割机切割的割缝仅有0.15~0.20mm,切割板厚为1.0mm的不锈钢时,切割速度可达10m/min,可切割所有黑色金属、有色金属、钛合金等稀有金属及超硬材料等。
表8-20 激光切割钛合金板材的工艺参数
(三)切割特点及应用
1.切割质量及效率
由于激光光束聚焦性好,光斑小,激光切割的加热面积只有氧气切割的1/10~1/1000,所以氧化范围极为集中,割缝细小,可以进行精密切割。例如采用150W的激光反应气体切割低碳钢时,当氧气流量为10L/min时,热影响区宽度为1.0mm,割缝宽度约0.6mm。
通常将功率和切割板厚、气体流量调配到最佳时,热影响区宽度一般仅有0.01~0.1mm,割缝宽度还可小到0.1~0.2mm,切口附近材料的性能几乎不受影响,切口几何形状好、尺寸精度可达±0.05mm、表面粗糙度只有十几微米。
2.切割速度及柔性
例如,用1200W的激光切割2mm厚的低碳钢板,切割速度可达6m/min;切割5mm厚的聚丙烯树脂板,切割速度可达12m/min。又如,用3000W的激光切割25.4mm厚的钛板,切割速度也可达5m/min以上。
由于激光的传输特性,一台激光器可同时服务于几个工作台,切割过程可实现CNC数字控制,不需装夹固定即可进行二维或三维切割,能切割任意形状的零件,且噪声相对较小。因此,由CNC控制或做成切割机器人的大型激光切割机,已作为一种精密制造方法,应用于所有材料的切割。不仅可切割小轿车顶窗、飞机蒙皮等空间曲线的合金材料、复合材料、氮化硅等硬脆材料,以及塑料、橡胶等柔软材料,还可以进行服装剪裁。
3.切割成本及效益
据统计,用激光切割一般难以切割的金属时,其成本比等离子切割可降低75%,如用1000WCO2气体激光切割石英管时,其成本比用金刚石砂轮切割低40%。同时,由于激光光斑极小,割缝狭小,可节省材料。用激光进行服装剪裁,可节约衣料10%~12%,提高工效3倍以上。