扩散焊接设备
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第343页(957字)
在进行扩散焊时,必须保证连接面及被连接金属不受空气的影响,因此必须在真空或惰性气体介质中进行。现在采用最多的方法是真空扩散焊。真空扩散焊可以采用高频、辐射、接触电阻、电子束及辉光放电等方法对工件进行局部或整体加热[1]。工业生产中普遍应用的扩散焊设备,主要采用感应和辐射加热的方法。无论何种加热方式的真空扩散焊设备都主要由以下几部分组成:
①真空室 真空室越大,要达到和保持一定的真空度,对所需真空系统要求越高。真空室中应有由耐高温材料围成的均匀加热区,以保持设定的温度;真空室外壳需要冷却。
②真空系统 一般由扩散泵和机械泵组成。机械泵只能达到133.3×10-3Pa的真空度,加扩散泵后可以达到133.3×10-6~133.3×10-7Pa的真空度,可以满足所有材料的扩散焊要求。真空度越高,越有利于被焊材料表面杂质和氧化物的分解与蒸发,促进扩散焊的顺利进行。但真空度越高,抽真空的时间越长。
③加热系统 一般由感应线圈和高频电源组成。根据不同的加热要求,辐射加热可选用钨、钼或石墨做加热体,经过高温辐射对工件进行加热。
④加压系统 扩散焊过程一般要施加一定的压力。在高温下材料的屈服强度较低,为避免构件的整体变形,加压只是使接触面产生微观的局部变形。扩散焊所施加的压力较小,压强可在1~100MPa范围内变化。只有当材料的高温变形阻力较大,或加工表面较粗糙,或扩散焊温度较低时,才采用较高的压力。目前主要采用液压和机械加压系统。
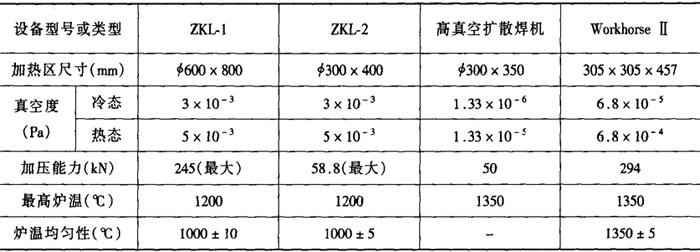
⑤测量与控制系统 现在应用的扩散焊机都具有对温度、压力、真空度及时间的控制系统。根据选用的热电偶不同,可实现对温度从293~2573K的测量与控制,温度控制的精度可在±(5~10)K。压力的测量与控制一般是通过压力传感器进行的。表1-10-11列举了四种真空扩散焊设备的主要技术参数。
表1-10-11 真空扩散焊设备主要技术参数[5]