铜及铜合金的成分及性能
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第652页(1875字)
1.紫铜
我国紫铜的主要成分和用途如表2-8-1所示,力学性能见表2-8-2。紫铜的熔点为1083℃,密度为(20℃)8.96kg/m3,导热系数为393.6W/(m·K),线膨胀系数17×10-6(1/K),电阻率(20℃)1.68×10-8(Ω·m)。紫铜在400~700℃的高温下强度和塑性显着降低,在热加工时应引起重视。
表2-8-1 紫铜的化学成分及用途[1]

表2-8-2 紫铜的力学性能[2]

工业纯铜中常含有氧、硫、铅、铋、砷、磷等杂质元素,它们对铜的力学性能与物理性能以及加工工艺性能都有不同程度的影响。铋、铅、氧、硫与铜形成低熔点共晶组织分布于晶界,增加材料的冷脆性和焊接热裂纹敏感性。用于制造焊接结构的铜材要求其含铅量应<0.03%,含铋量<0.003%,含氧量和含硫量应分别<0.03%和<0.01%。磷虽然也可能与铜形成脆性化合物Cu2P,但当其含量不超过它在室温铜中的最大溶解度0.4%时,可作为一种良好的脱氧剂加入到铜中。
紫铜在退火状态(软态)下具有高的塑性,但强度低。经冷加工变形后(硬态),强度可提高一倍,但塑性降低几倍。产生了加工硬化的紫铜经550~600℃退火,可使塑性完全回复。焊接结构一般采用软态紫铜。
2.黄铜
黄铜具有比紫铜高得多的强度、硬度和耐蚀能力,并保持一定的塑性,又能很好地承受热压或冷压加工。在铜锌合金中再加入少量的锡、锰、铅、硅、铝、镍、铁等元素制成特殊黄铜,如锡黄铜、锰黄铜、铅黄铜等,以改善普通黄铜的力学性能、耐蚀性能和工艺性能。
黄铜根据工艺性能、力学性能和用途的不同,分为压力加工用黄铜和铸造用黄铜两大类。
常用黄铜的化学成分及应用范围见表2-8-3,力学性能及物理性能见表2-8-4。
表2-8-3 常用黄铜的化学成分及应用范围[2]


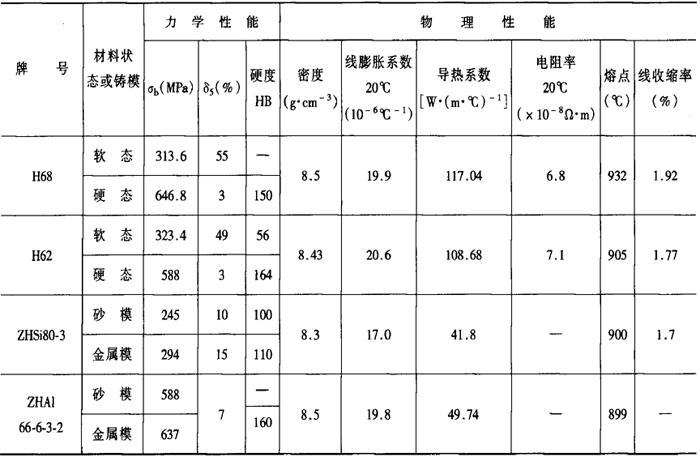
表2-8-4 常用黄铜的力学性能及物理性能[3]
3.青铜
常用压力加工青铜和铸造青铜的化学成分和应用范围见表2-8-5,力学性能及物理性能见表2-8-6。
表2-8-5 常用青铜的化学成分及应用范围[2,3]

表2-8-6 常用青铜的力学性能及物理性能[3]
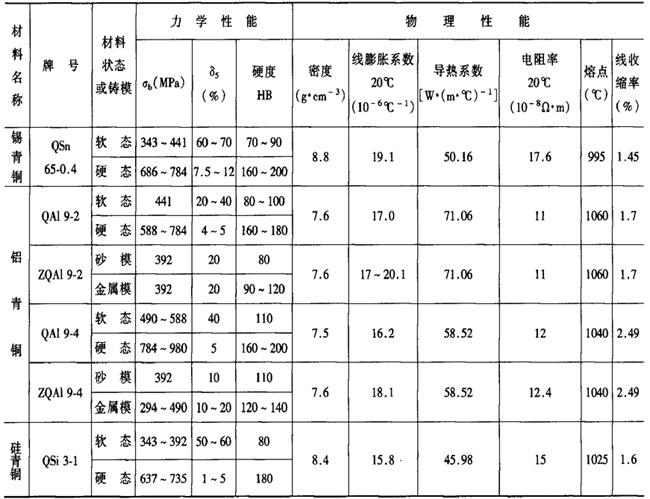
青铜具有较高的力学性能、耐磨性能、铸造性能和耐腐蚀性能,并保持一定的塑性;除铍青铜外,其他青铜的导热性能比紫铜和黄铜低几倍至几十倍,并且具有较窄的结晶区间,因而大大改善了焊接性。
4.白铜
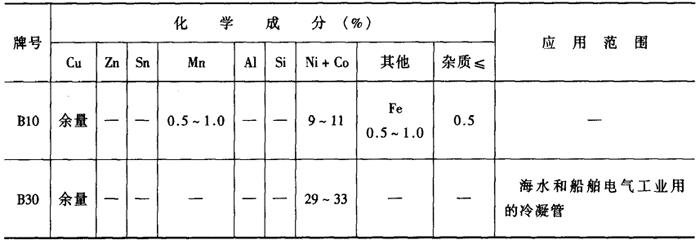
按照白铜的性能与应用范围,白铜可分为结构铜镍合金与电工铜镍合金。结构铜镍合金的力学性能、耐蚀性能较好,在海水、有机酸和各种盐溶液中具有较高的化学稳定性,优良的冷、热加工性。广泛用于化工、精密机械、海洋工程中。电工用白铜是重要的电工材料。在焊接结构中使用的白铜多是含镍10%、20%、30%的铜镍合金,如表2-8-7所示。
表2-8-7 焊接用白铜的化学成分及应用范围[3,4]
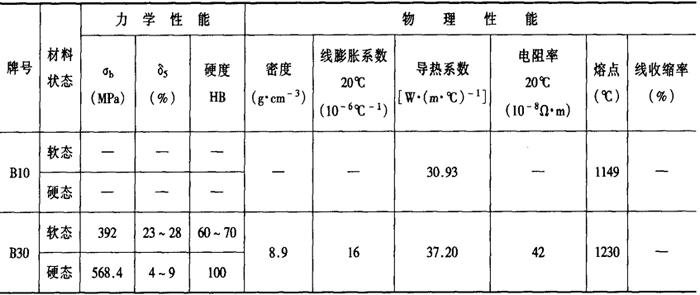
白铜具有单一的相组织,塑性好,容易进行冷、热压力加工。白铜具有较好的综合力学性能,其导热性能接近于碳钢,容易焊接,不需要预热,但对磷、硫杂质很敏感,易形成热裂纹。因此,焊接时要严格控制S、P的含量。白铜的力学性能和物理性能见表2-8-8。
表2-8-8 白铜的力学性能和物理性能[3,4]