铜覆层碳钢复合材料的焊接
出处:按学科分类—工业技术 河北科学技术出版社《实用焊接技术手册》第704页(1322字)
1.主要问题
(1)基层铁对覆层具有稀释作用,这不但使复层的导电性降低,还会导致裂纹、气孔等缺陷。
(2)覆层Cu金属进入基层焊缝时,容易产生低熔共晶组织Cu2O-Cu,该组织分布在晶界上,易导致热裂纹,而且使焊缝韧性严重降低。
(3)铜对铁的表面活性高,熔融的铜易于沿晶界渗入铁中,使钢的近缝区产生渗透裂纹。在钢上堆焊一层镍或镍铜金属作为过渡层,可避免该缺陷。
2.焊接工艺
(1)坡口形式 首先在基层金属上开坡口,薄件可采用Ⅰ形坡口,厚件可采用V形、U形、X形以及V和U联合形坡口,如图2-10-1所示。为了防止铜向基层焊缝中渗透,应去除接头附近的覆层金属。
(2)焊接顺序 一般情况下,先焊接基层,第一道焊缝中应注意不要熔入覆层金属,以防焊缝脆化及焊接裂纹。除了将焊缝附近的覆层金属去除外,还需要采用适当的接头设计。焊完基层后,首先对基层焊道进行清焊根,再焊接一层或多层过渡层,最后再焊接覆层。过渡层金属应与基层金属及覆层金属均具有良好的相容性。
焊接角接接头时,无论覆层位于内侧还是外侧,均应先焊接基层。覆层位于内侧时,焊接过渡层以前应先从内部清理基层焊根。覆层位于外侧时,也应对最后的基层焊道进行清理,然后再焊接过渡层。
不能进行双面焊时,应开图2-10-1(f)或(g)中示出的坡口。
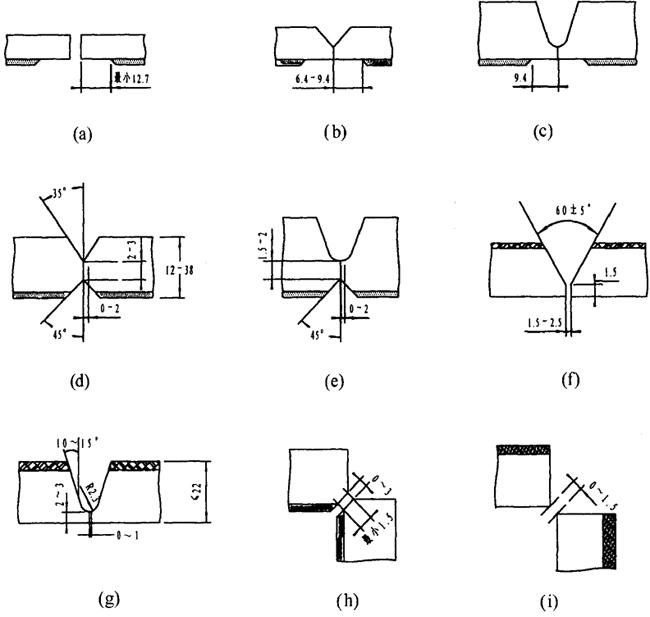
图2-10-1 焊接坡口[4]
(3)焊接材料的选择 基层焊接所用的焊丝应保证接头具有要求的力学性能。过渡层焊丝一般选用镍丝或镍铜焊丝,覆层焊丝可选用纯铜焊丝。常用过渡层及覆层焊丝或焊条见表2-10-6。
表2-10-6 过渡层及覆层焊丝或焊条[4]
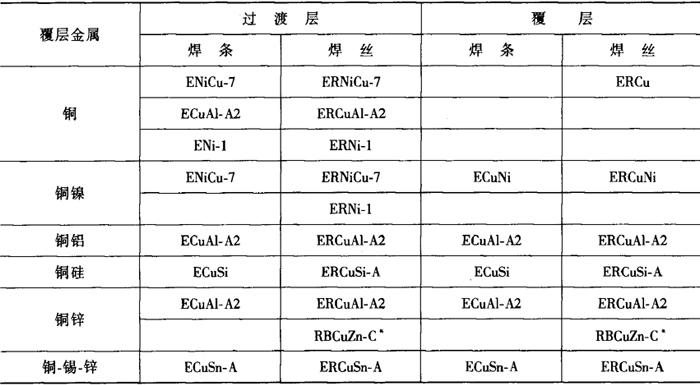
*采用氧乙炔进行熔敷。
(4)焊接工艺要点:
①覆层的最佳焊接方法是气体保护焊。利用25%Ar+75%He混合气体做保护焊。覆层较厚时需要预热,当预热时应严格控制预热温度,避免铁进入覆层熔池中。
②如果采用手工电弧焊进行焊接,则宜采用小直径焊条及窄焊道。
③焊接过渡层前,应清除基层根部焊道中的所有异物。
④焊后需要通过热处理消除残余应力,应考虑覆层与基层问的物理性能差异,并设法避免在热处理的冷却过程中产生新的残余应力。