熔体输送
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第33页(6313字)
已经熔化了的塑料在熔体区的螺槽中,由复杂的流动状态分解成四种流动状态:正流、横流、逆流和漏流。正流(也称为拖曳流动)是指塑料沿着螺槽向机头方向的流动,是由在螺槽中的塑料和螺杆与塑料和料筒的摩擦作用而产生的;塑料的挤出量就是靠这种流动。横流(也称为环流)是塑料在螺槽内不断地改变方向,作环形流动;这种流动对塑料的混合、热交换和塑化都起了积极的作用,但对挤出量不产生影响。逆流(也称为倒流或压力流动)它是由机头、口模、过滤网等对塑料反压引起的反向流动;这种流动的结果减少了挤出量。压力是由挤出系统产生的,见图2-5。漏流也是由机头、口模、过滤网等对塑料反压引起的反向流动,这种流动不是在螺槽中,而是在料筒与螺杆的间隙中,这种流动的结果也使挤出量减少。塑料熔体的真实流动是以螺旋形的轨迹出现的,其形状与一根嵌在螺槽中的钢丝弹簧相仿。

图2-5 在螺杆和料筒之间的熔体剪切产生压力
由熔体的流动理论,可以推导出熔体输送速率(Q3)的计算式:
Q3=π2·D2·H3·n·cosθ·sinθ/2-π·D·H33·sin2θ·△p/(12η1·L3)-π2D2δ3tgθ△p/(10η2eL3) (2-9)
式中 Q3——熔体输送速率(体积);
D——螺杆直径;
H3——均化段螺槽深度;
n——螺杆转速;
θ——螺旋升角;
△p——均匀化段料流的压力降;
η1——螺槽中塑料熔体的粘度;
L3——螺杆均化段长度;
δ——螺杆与料筒的间隙;
η2——螺杆与料筒间隙中塑料熔体的粘度;
e——螺杆螺棱的宽度。
很明显,实际挤出量(Q3)等于正流量(π2·D2·H3·n·cosθ·sinθ/2)减去逆流量[π·D·H33·sin2θ·△p/(12η1L3)]再减去漏流量[π2·D2·δ3·tgθ·△p/(10η2eL3)]。因此,生产厂家应该注意,漏流量和料筒与螺杆间隙(δ)的三次方成正比;新挤出机的料筒与螺杆的间隙是比较小的,随着使用时间的延长,螺杆、料筒的磨损,使料筒与螺杆的间隙增大,使漏流量急剧地增大。这就是用久了挤出机挤出量严重下降的重要原因。
由于漏流量很小,在实际计算时往往略去,故式(2-9)就成为:
Q3=π2·D2·H3·n·cosθ·sinθ/2-π·D·H33·sin2θ·△p/(12η1·L3)(2-10)
当所用螺杆选定后,式(2-10)右边第一项中“π2D2H3cosθsinθ/2”是常数,用A表示;右边第二项中“π·D·H33·sin2θ/(12L3)”也是常数;用B表示,将Q3用Q表示;η1用η表示,因此,式(2-10)可简单表示为:
Q=A·N-B·△p/η (2-11)
(一)螺杆特性曲线
式(2-11)是螺杆特性方程。如将上式绘在Q-△p坐标上,可得到一系列具有负斜率的平行线,这些直线称为螺杆特性曲线,见图2-6中的实线。如果换一根H3比较大的螺杆,可得到另一组曲线,见图2-6中的一组虚线。
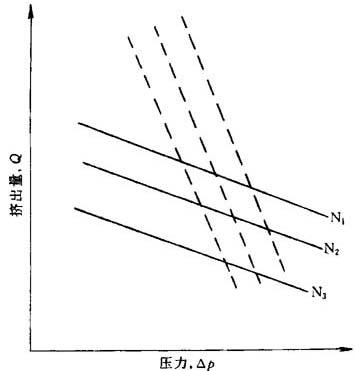
图2-6 螺杆特性曲线
螺杆特性曲线说明了螺杆末端产生的压力(△p)与螺杆转速(N)之间的关系。
由图2-6可知,H3比较小的螺杆,其曲线比较平坦,图2-6中的一组实线,人们习惯上称这种螺杆特性曲线比较硬,或更简单地说,这种螺杆比较硬,实质上就是说,熔体输送量随压力的变化而变化得相当小,而不是指螺杆的刚性较大;H3比较大的螺杆,其螺杆特性曲线比较软,图2-6中的一组虚线,或更简单地说,这种螺杆比较软。这对塑料加工厂家如何选择螺杆很有参考价值。如果选用H3比较大的螺杆,对于生产PVC一类的热敏性塑料来说,不会引起塑料的降解,但挤出量随压力的波动比较大,这一现象是生产厂家最头疼的事。对生产厂家来说,挤出量稍小一点关系不大,最要紧的是不能出现波动。如果选用H3比较小的螺杆,挤出量随压力波动的问题解决了,但必须考虑到有可能引起塑料的降解。
从图2-6可以看出:当转速不变时,挤出量随机头压力的升高而降低,降低的程度决定于螺杆特性曲线的斜率;增加计量段螺槽深度或增大螺旋角都会增大螺杆特性曲线的斜率(如图中的一组虚线);增加计量段长度,可使螺杆特性曲线变得平坦,挤出量稳定。
(二)口模特性曲线
口模特性曲线是表示机头中熔体的流率与压力的线性关系。假设熔体为牛顿流体,当其通过机头时,其流动方程为:
Q=K(△p/μ) (2-12)
式中 Q——通过口模的体积流率;
K——口模常数(有时亦称为“口模阻力常数”);
△p——塑料通过口模时的压力降;
μ——口模内塑料的粘度。
将式(2-12)在Q-p坐标上作图,得到通过原点的直线,其斜率为K/μ,如图2-7所示,图中的直线是塑料熔体为牛顿型时的口模特性曲线,为非牛顿液体时为曲线。
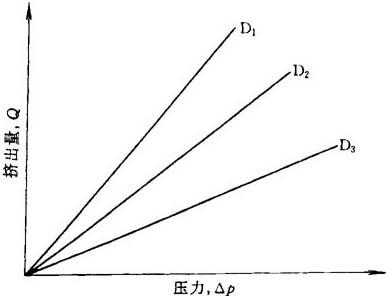
图2-7 口模特性曲线
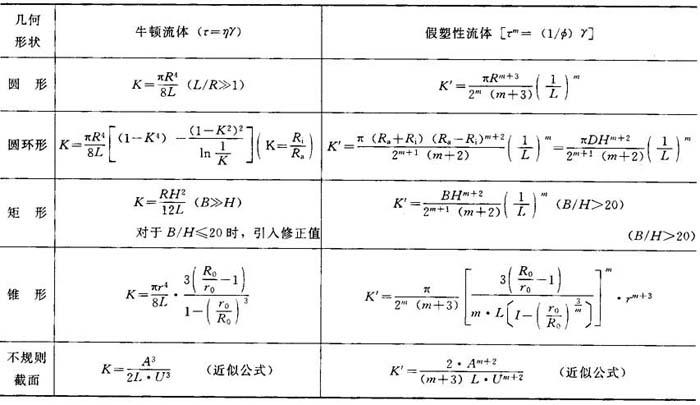
K值决定于口模的尺寸与形状,见表2-4。
表2-4 口模常数(之一)

表中 Q——通过口模的料流体积流量,cm3/s;
L——口模平直部分长度,cm;
E——缝形口模宽度,cm;
d——圆形口模直径,cm;
t——缝形口模厚度或圆环厚度,cm;
Dcm——环形口模平均直径,cm;
p——沿长度L的压力降,MPa。
不同的资料,口模常数不同,有资料将口模常数分为牛顿型和假塑性,见表2-5。
表2-5 口模常数(之二)
还有资料的口模常数见表2-6。
表2-6 口模常数(之三)
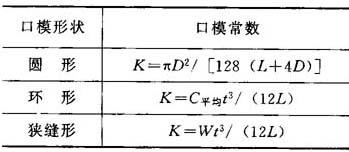
注:见参考文献[ ]
(三)挤出机的工作点
口模特性曲线与螺杆特性曲线的交点就是挤出机的工作点,见图2-8。当螺槽变深或变浅时,当口模开度变大或变小时,这两类特性曲线都会发生变化,见图2-9。

图2-8 螺杆特性曲线、口模特性曲线与挤出机的工作点

图2-9 螺杆特性曲线、口模特性曲线的变化规律
当塑料熔体呈假塑性时,口模特性曲线与螺杆特性曲线都是曲线,曲线的交点仍是挤出机的工作点,见图2-10。

图2-10 假塑性液体时,螺杆特性曲线与口模特性曲线
为了获得对质量和其它因素产生最为有利的结果,调节操作条件就可移动图2-10中的工作点。
对每台挤出机,因为拖曳流和压力流均不为零,加深螺槽在一定程度上对提高挤出量有利。但超出此点以后,深螺槽螺杆压力流的增加大于拖曳流的增加,引起了纯产率或流量(Q)的下降。
(四)影响单螺杆挤出机挤出量的因素
1.挤出量随机头压力增加的影响因素
①挤出量随机头压力的增加而成直线下降。
②对螺槽深而螺杆短的螺杆,挤出量随机头压力增加而急剧下降;对螺槽深而螺杆长的螺杆,挤出量随机头压力增加而下降的幅度要小得多;而对浅螺槽的计量段,挤出量几乎不随机头压力而变化。
③当口模温度高时,随机头压力的增加,挤出量的增大要大于口模温度低时。
④螺杆温度高时,挤出量随机头压力增大而下降的幅度要大于螺杆温度低时。
⑤口模阻力高时(小口模)时,挤出量随机头压力的增加而增大的比例远大于口模阻力小(大口模)时。
⑥螺杆转速高时,挤出量高,但挤出量随机头压力的增加而减少是成比例的。
⑦螺杆长径比越大,挤出量随机头压力增加而减少的比例越小。
⑧未冷却的螺杆,其挤出量随机头压力增加而下降的比例远大于冷却的螺杆。
⑨螺杆与料筒的间隙越大,挤出量随机头压力增加而下降的比例越大。
2.挤出量随螺杆转速增加的影响因素
①随螺杆转速的提高,挤出量增大的幅度与物料有关,未增塑PVC>增塑PVC>HDPE>LDPE>PP。
②熔融粘度低的塑料的挤出量随螺杆转速增大而增加的比例要大于熔融粘度高的塑料。
③高熔融温度时,挤出量随螺杆转速提高而增大;但低熔融温度时,其增加极微小。
④未冷却螺杆的挤出量随螺杆转速增加而增大的比例稍大于冷却螺杆。
⑤口模阻力低时,挤出量随螺杆转速增加而增大;但口模阻力高时,其增大比例很小。
3.其它影响因素
①挤出量随螺杆直径的增大而增加。
②挤出量随螺杆计量段长度的增大而增加。
③机头压力低时,挤出量随计量段螺槽深度的加深而增大;但机头压力高时,则挤出量随计量段螺槽深度的加深而减小。
④挤出量随螺杆和料筒的间隙δ的增大而略有下降,当δ>1mm时,挤出量显着减小
⑤螺杆螺旋升角小于45°时,挤出量随螺旋升角的增大而稍有增加;超过45°时,则挤出量随螺旋升角的增加而稍有下降。
⑥挤出量随加料段温度的提高而下降。
⑦随熔融的提高,开始在一定的温度范围内无变化;当温度继续提高时,塑料粘度会降低,则挤出量迅速减小。料筒温度提高到一定限度再增加时,由于物料粘度迅速减小,挤出量也急剧降低。
⑧挤出颗粒时,随粒料的增大,挤出量开始在一定范围内是略有增加,随后则降低。
⑨挤出量随滤网组目数及层数的增加而成比例地减小。
⑩螺杆温度提高,挤出量急剧减小。
⑾挤出量随塑料中挥发物含量的增加而减少。
⑿挤出量随塑料的MFR的增加而迅速增大。
⒀挤出量随口模成型面积的增大而成比例地增加。
⒁挤出量随口模阻力的增大、口模平直部分长度的增加而成比例地下降。
PP塑料在挤出机中,在压力为3.45MPa时,挤出量、螺槽深与螺杆转速之间的关系见图2-12。
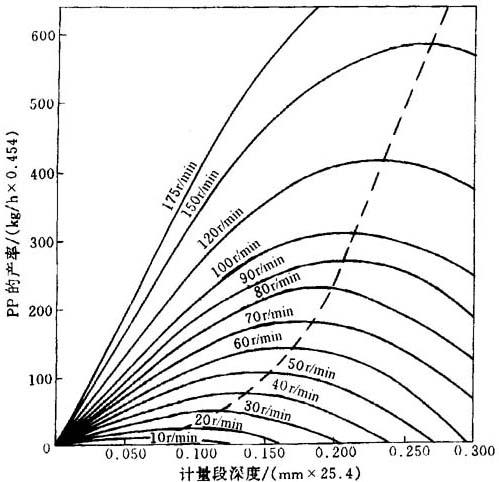
图2-12 在压力为3.45MPa时,PP塑料挤出量、螺槽深与螺杆转速之间的关系
(五)塑料熔体在螺槽中流动曲线
如图2-11是双螺棱螺杆的展开图。螺杆表面的运动可分为两个分力:一个是沿x轴的方向,另一个是沿z轴方向。

图2-11 双螺棱螺杆展开图
拖曳流动、压力流动及在不同口模条件下的流动曲线见图2-13。这些口模的条件是:没有机头阻力即开度完全开放时出料、开度减少1/3、开度减少2/3和完全关闭这四种情况。第一种情况是最简单的拖曳流动;第二和第三种情况是当熔体流动受阻时,就产生了逆流,并且流动曲线包括压力引起的有返回趋向的流动成分;第四种情况是流动完全返回,压力流积分速度曲线等于在挤出机完全没有产量的平衡条件下拖曳流动的速度曲线。

图2-13 单螺杆挤出机螺槽底部的流动曲线
在总的条件下,螺槽平面横向塑料流动曲线见图2-14。

图2-14 螺棱平面横向塑料流动曲线