RPVC板、片材生产实例
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第195页(1571字)
(一)RPVC板材生产配方及其分析
1.配方实例
RPVC板材生产配方见表9-5。
表9-5 几种RPVC板材的配方实例 单位:份
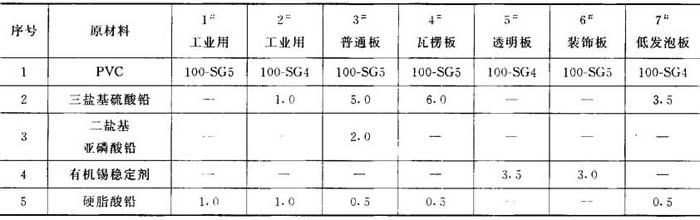
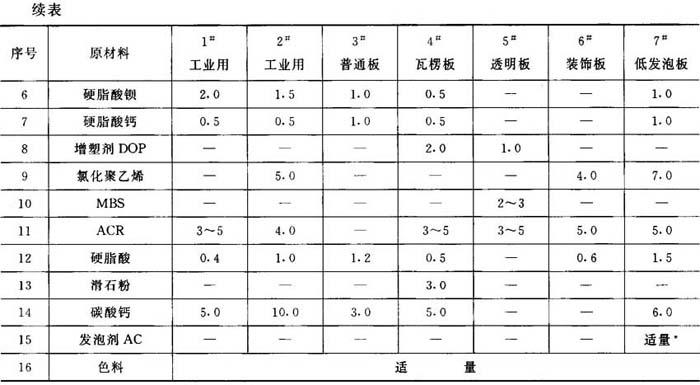
*发泡剂的用量由板材的密度而定。
2.配方分析
对于挤出RPVC板材来说,一般都采用疏松型4型或5型,很少用3型或6型。在1#、2#配方中,稳定体系较弱,总量只有3.5~4.0份,只能用双螺杆挤出机用粉料直接挤板。3#、4#配方中,稳定体系较强,总量就有7.5~9.5份,可以先造料,然后用单螺杆挤出机挤板。在5#、6#配方中,为了保持制品的透明性,不能用铅盐类的稳定剂,只能用有机锡类的稳定剂。在发泡体系中,配方中序号为2、5、6、7的组分既是PVC的稳定剂,又是发泡剂的促进剂。
为了提高瓦楞板的二次加工性,因此,加入2份DOP和3份滑石粉。在透明硬板中加入MBS和ACR,不仅能改善加工性能,还有增强作用,透明也不易变色发黄。在不透明板材中加入少量的碳酸钙可提高板材的成型性,并一定程度上降低成本。(二)工艺参数
1.PVC板材挤出工艺特点
混合料中稳定剂的量要足够,生产设备要镀铬,机头各部分应无死角,成型SPVC板材时,因加入的增塑剂较多,因此,塑料挤出口模后不必进入三辊压光机,可直接进入水槽冷却后进入牵引辊。
2.纵向波纹定型装置
瓦楞板主要用于遮阳板、防雨板、简易房屋屋顶与隔墙板、建筑施工隔离板等,纵向波纹成型装置安装在冷却输送辊台前面1/3部分,它由上、下两排纵向排列的圆筒组成。波纹成型装置内有预热与冷却装置。
3.工艺条件及控制
挤出温度:用150mm、L/D为25的单螺杆挤出机,生产3mm厚的板材,挤出温度见表9-6。
表9-6 用3#、4#配方挤出PVC硬板时的温度

硬板进入三辊压光机时辊筒的温度见表9-3中数据。
板材质量及标准:目前执行GB13520/T-92。板材分为装饰板和工业用板两大类,装饰板又分为透明、半透明和不透明三种。瓦楞板目前尚无国标和部标,只有企业标准。
(三)RPVC片材的挤出
RPVC片材与RPVC板材在配方有相似之处,不同之处在于:树脂可选用SG-6型,这样流动性会好些,稳定体系比表9-5中5#、6#配方再强些即可;一般要加入MBS作为增韧改性剂,用量在5~10份。挤出设备与挤出工艺参数与RPVC板材相似。
挤出RPVC片材目前尚无国标和部标,有关性能指标可参考轻工部标准ZBY28003-85食品包装用压延PVC硬片。挤PVC硬片主要用于工业产品、机械零件、日用品包装。无毒透明硬片主要用于食品、糕点、药品医疗器械包装材料。