ABS板材的挤出
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第200页(1021字)
1.ABS板材挤出工艺特性
ABS易吸水,在成型前需要干燥,并选用排气式单螺杆挤出机。为防止排气段溢料,应适当提高加料段和排气段的温度。筛板前压力传感器的压力Pr1过高时应更换筛网,或提高机头连接件的温度。压光机下辊温度太低使板材不平,表面有浆斑。
ABS挤出板材表面平整光洁、色彩漂亮。容易进行二次加工,制成深度较大的制品;广泛用于家电、电子、包装、玩具等行业,制作冰箱、电视机、洗衣机、微波炉等家电外壳与内衬板材:各种旅行箱、公文箱的箱包材料,仪器仪表外壳及各种玩具等。
2.设备的选用
一般选用单螺杆排气挤出机。螺杆直径为120~200mm、L/D为30~35,螺杆的几何压缩比为2.0~2.8。用衣架式机头较好。
3.工艺参数与控制
原材料选用 挤板应选用挤出级,最好为挤板专用牌号。不同厂商的ABS性能不完全相同,尤其是白度不同。
●挤出温度:ABS挤板时的温度见表9-13。
表9-13 挤出ABS板材时的工艺参数
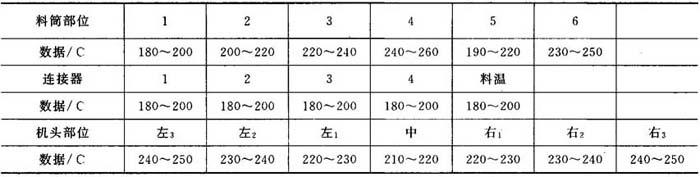
由表9-13中可知,第5段为排气孔,此处的温度不能高。ABS挤板温度较高,为使板材厚度均匀,温度应该严格控制,变化范围为±1~±2℃。
三辊压光机的温度见表9-14。
表9-14 三辊压光机的温度数据

●其它工艺参数:排气真空度为0.003~0.005MPa,螺杆转速为40~100r/min,根据板材厚度而定;三辊线速度:0.5~5.0m/min,根据板材厚度调节;二辊线速度:比三辊线速度快10%~20%;二辊压力:≥0.6MPa;模唇开度:生产厚度为1~5mm板材时,模唇开度比板材厚度大约1mm左右;原材料干燥:水含量<0.1%,干燥温度为70~90℃,干燥时间为2~3h。
上一篇:PP板材的挤出
下一篇:PC和PMMA挤板工艺特点