拉伸吹塑工艺参数
书籍:塑料挤出制品生产工艺手册
出处:按学科分类—工业技术 中国轻工业出版社《塑料挤出制品生产工艺手册》第308页(603字)
拉伸吹塑中,原料、机械、成型条件与制品性能的关系见图15-36。
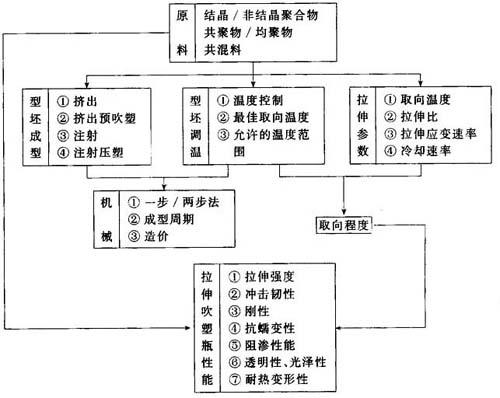
图15-36 拉伸吹塑中各因素之间的关系
(1)拉伸温度 在Tg~Tf之间,并偏向于Tg。
(2)拉伸比 总拉伸比(λ)为轴向拉伸比(λ∥)与周向拉伸比(λ⊥)的乘积。
λ∥与λ⊥的选取与瓶的用途有关。对耐内压瓶(如碳酸饮料瓶),周向拉伸强度应为轴向的约两倍,故λ⊥>λ∥;对堆迭性要求高的瓶,故λ∥>λ⊥。
根据拉伸比、制品高度与径向尺寸,可近似地确定相应型坯尺寸。
(3)拉伸速率 拉伸吹塑时应有一定的拉伸速率,以保证有一定的取向度;但拉伸速率不能太大,否则制品会出现许多缺陷。
(4)冷却速率 应该采用较大的冷却速率,将取向度保留下来。
(5)取向程度 从拉伸吹塑瓶的周向轴向切出窄片,并测量其拉伸强度,可估计瓶的取向程度。一般说来,经取向后的拉伸强度近似等于未取向时的拉伸强度乘以对应的拉伸比。
上一篇:二步法挤拉吹
下一篇:塑料挤出制品生产工艺手册目录